
H.H. Habeeb
Department of Mechanical Engineering, Universiti Tenaga Nasional, 43009 Kajang, Malaysia
K. Kadirgama
Faculty of Mechanical Engineering, Universiti Malaysia Pahang, 26600 UMP, Pekan, Pahang, Malaysia
M.M. Noor
Faculty of Mechanical Engineering, Universiti Malaysia Pahang, 26600 UMP, Pekan, Pahang, Malaysia
M.M. Rahman
Faculty of Mechanical Engineering, Universiti Malaysia Pahang, 26600 UMP, Pekan, Pahang, Malaysia
B. Mohammad
Department of Mechanical Engineering, Universiti Tenaga Nasional, 43009 Kajang, Malaysia
R.A. Bakar
Faculty of Mechanical Engineering, Universiti Malaysia Pahang, 26600 UMP, Pekan, Pahang, Malaysia
K.A. Abouel Hossein
Department of Mechatronics, Nelson Mandela Metropolitan University, Port Elizabeth 6301, South Africa
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 19 | Page No.: 2322-2327







ABSTRACT
This study discusses the development of first and second order of surface roughness prediction model when machining Haynes 242 alloy with Cubic Boron Nitride (CBN) at dry condition. The relationship between the cutting parameters (cutting speed, axial depth and feedrate) with surface roughness are discussed. Response Surface Method (RSM) has been selected to optimize the cutting parameters and reduce the number of experiments. Surface roughness obtained in these experiments ranged from 0.052-0.08 μm, which consider as an extremely fine finish. Increase in cutting speed from 70 to 300 m min-1, the roughness getting finer. On other hand, increase in feedrate (0.1 to 0.3 mm tooth-1) and axial depth (0.025 to 0.075 mm) surface roughness become rougher.
PDF Abstract XML References Citation
Received: January 14, 2010;
Accepted: July 08, 2010;
Published: July 27, 2010
How to cite this article
H.H. Habeeb, K. Kadirgama, M.M. Noor, M.M. Rahman, B. Mohammad, R.A. Bakar and K.A. Abouel Hossein, 2010. Machining of Nickel Alloy 242 with Cubic Boron Nitride Tools. Journal of Applied Sciences, 10: 2322-2327.
DOI: 10.3923/jas.2010.2322.2327
URL: https://scialert.net/abstract/?doi=jas.2010.2322.2327
DOI: 10.3923/jas.2010.2322.2327
URL: https://scialert.net/abstract/?doi=jas.2010.2322.2327
INTRODUCTION
Nickel based alloys has high strength to weight ratio, excellent erosion resistance, excellent corrosion resistance. However nickel based alloys have poor machinability, this may be due to their high chemical reactivity with most cutting tools and therefore, have a tendency to weld to the cutting tools during the machining, thus leading to generation of Build Up Edge (BUE), chipping and premature tool failure. Its low thermal conductivity increases the temperature at the tool-workpiece interface, which effects on tool life. Nickel alloy are being milled increasingly to make critical components for aerospace, medical and chemical processing industries (HI, 2009). These materials are required to have good surface integrity and geometrical accuracy. It is necessary to investigative machining process to approach to ideal results and reduce the process time and improve the surface quality. Therefore, hard cutting tools such as CBN extensively used to machine nickel based alloy. CBN is a type of cubic crystal boron nitride, where using a sintered product of CBN that has been treated at high temperature (about 1500°C or above) and high pressure (about 40,000 kg mm-2). Since a CBN tool is a sintered product, the size of the CBN crystals, their distribution, the percentage of CBN and the cement all affect the cutting property of a CBN tool (Lin and Chen, 1995). A CBN tool possesses various characteristics, one of which is its extremely high hardness at room temperature. Amongst all known materials, its hardness is second only to that of diamond. It has an excellent wear durability, high hot hardness, good thermal resistance a high coefficient of thermal conductivity. Due to its thermal stability, it unlikely o generate a chemical reaction with the workpiece under high thermal. This make it, one of ideal cutting tool to cut hard materials such as nickel-base superalloy, alloy steel with a hardness of around HRc 70 and cobalt-base superalloy (Lin and Chen, 1995; Stephenson and Agapiou, 1997).
Uhlmann et al. (2009) observed that the cutting force and workpiece roughness are lower when using CBN compare with TiAlN coated cutting tool when machining Inconel 718. This due to the CBN layers shows a high resistance against the wear mechanisms adhesion, abrasion, surface fatigue and tribo-oxidation, which could be proven in model wear experiments. Especially the adhesion wear tests on Inconel 718 proved CBN coatings to be distinctly superior to the reference coatings. Lin and Chen (1995) concluded that a CBN tool can be used for cutting hardened hard-to-machine materials. In view of its superior quality in terms of the resultant surface roughness, it can replace a portion of the grinding work. Therefore, it possesses considerable economic potential. Sahin (2009) studied the comparison of tool life between ceramic and CBN cutting tools when machining hardened steel. It was observed that CBN cutting tool showed the best performance than that of ceramic based cutting tool due to chemical stability of CBN. Thiele et al. (2000) showed that cutting edge geometry had a significant impact on surface integrity and residual stresses in finish hard turning. Large hone radius tools produced more compressive stresses, but left white layers on the surface. Chou et al. (2002) investigated the performance and wear behaviour of different CBN tools in finish turning of hardened AISI 52100 steel (62 HRC). The results indicated that low CBN content tools consistently performed better than high CBN content. The flank wear rates were proportional to cutting speed and high CBN tools exhibited accelerated thermal wear associated with high cutting temperatures. Arsecularatne et al. (2006) studied the wear mechanisms of cutting tools such as WC, CBN and Polycrystalline Diamond (PCD) using the tool life and temperature results. It was concluded that the most likely dominant tool wear mechanism for the WC was diffusion and that for the CBN was chemical wear. However, Huang and Dawson (2005) reported that adhesion was found to be the dominant wear mechanism when turning hardened AISI 52100 bearing steel using the KD050 low CBN content insert. Al-Ahmari (2007) investigated that empirical model for predicting of machinability models (tool life, cutting force and surface roughness) were developed based on the cutting experiments on austenitic AISI 302 steels. The developed Computational Neural Networks (CNN), RSM and multiple linear Regression Analysis (RA) are compared and evaluated. It was found that RSM models were better than RA models for predicting the tool life and cutting force models. The Artificial Neural Network (ANN) model of surface roughness analysis by Davim et al. (2008) revealed that the cutting speed and feed rate had significant effects in reducing the surface roughness of free machining steel. Kopac et al. (2002) used the Taguchi design to determine the optimal machining parameters for a desired surface roughness in fine turning of cold pre-formed steels. They analysed the influence of workpiece material properties, cutting parameters and TiN (PVD) hard coating on the surface roughness. According to their analysis, cutting speed was the most significant influence on the surface quality and a higher cutting speed resulted in a smoother surface. In this study, the development of the first and the second order prediction model for surface roughness when machining Haynes 242 with CBN are discussed. The relationship of the cutting parameters with surface roughness is investigated. Prediction model can be used with the range of cutting parameters used in this study.
MATERIALS AND METHODS
The experimental works was at Universiti Tenaga National laboratory in 2009. The duration of the project is January 2009 to March 2010.
Experimental detail: The machining was carried out using the workpiece material of nickel based alloy 242. Figure 1 shows the microstructure of the material. Table 1 and 2 are listed the relevant chemical compositions and physical properties of the material. The workpiece is prepared in the form of 170 mm length, 100 mm width and 20 mm thickness. Nickel based alloy 242 is an age-hardenable nickel-molybdenum-chromium alloy which derives its strength from a long-range-ordering reaction upon aging. It has tensile and creep strength properties up to 705°C which are as much as double as for solid solution strengthened alloy, but with high ductility in the aged condition (HI, 2009). The thermal expansion characteristics of this alloy are much lower than those for most other alloys and it has very good oxidation resistance up to 815°C.
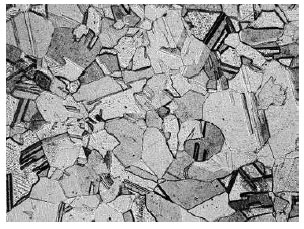 | |
| Fig. 1: | Microstructure of the workpiece material nickel based alloy 242 (HI, 2009) |
| Table 1: | Results of chemical composition of the materials |
 | |
| Table 2: | Physical properties |
 | |
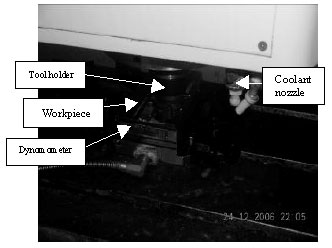 | |
| Fig. 2: | Okuma MX-45VA-CNC milling machine |
 | |
| Fig. 3: | Surface roughness measurement |
Other attractive features include excellent low cycle fatigue properties, very good thermal stability and resistance to high-temperature fluorine and fluoride environments. It has a very good forming and welding characteristics in the annealed condition (HI, 2009).
OKUMA MX45-VA vertical milling machine was used in current experiments. The machine can provide very accurate dimensions with tolerance of 0.001 mm. The experiment set-up is shown in Fig. 2. A portable roughness tester model TR200 where it can measured arithmetic average roughness values (Ra) ranged from 0.01-40 μm are shown in Fig. 3 is used to measure the machined surface roughness at each cutting pass during the experiments. A total of 6 readings were taken to determine the average surface roughness of cuts, i.e., 3 readings in the center of the block and 3 readings at a distance of 25.40 mm inch from the right hand side edge of the block. The tool had diameter 50 mm. The conducted operation was a fixed milling passes 90.5 mm lengths with an extra beginning distance 5 mm for each pass to decrease of tool shock when interfacing with workpiece.
| Table 3: | Cutting parameters detail |
 | |
Table 3 shows the cutting parameters, cutting speed, feed rate, axial depth and radial depth. Up to 1 mm thickness of the top surface of workpiece was removed prior to actual machining in order to eliminate any surface defects that can adversely affect machining results.
RESULTS
After conducting the first passes (one pass is equal to 90 mm length) of the 15 cutting experiments, the surface roughness readings were used to find the parameters appearing in the postulated first order model. To do the calculation of these parameters, the method of least squares is used with the aid of Minitab. The first order linear equation for predicting the cutting force is expressed as Eq. 1:
| (1) |
According to Eq. 1 in above one can observe that the response y’ which represents the surface roughness is revealed more affected significantly with combination of cutting parameters cutting speed, feederate and axial depth. Increasing of feedrate and axial depth generally will make rising to the roughness values. Decreasing of cutting speed considered as more significantly whereas affected in improving of surface roughness results. Similar results were obtained with previous works carried out by Lima et al. (2005), Jang and Hsiao (2000) and Sahin (2005). Jang and Hsiao (2000) carried out that the higher speed accelerated tool wear and increased the cutting temperature of the ceramic tool when machining the hardened AISI M2 steel. It might be that higher cutting speed led to higher flank wear width because of easy for removal of particles from the place. It is followed by the cutting tool’s hardness. The relationship of cutting speed with surface roughness is shown in Fig. 4. Roughness ranged is from 0.052 to 0.08 μm. At point 12, the roughness value is shown very high (0.08 μm) despite using high cutting speed (300 m min-1). This phenomenon discuss by Sahin (2005), the greater the feed, the greater the value of roughness.
 | |
| Fig. 4: | The relationship between cutting speed and roughness |
 | |
| Fig. 5: | Surface plot with feed rate-cutting speed plane. (a) Depth of cut = 0.025 mm, (b) Depth of cut = 0.05 mm and (c) Depth of cut = 0.075 mm |
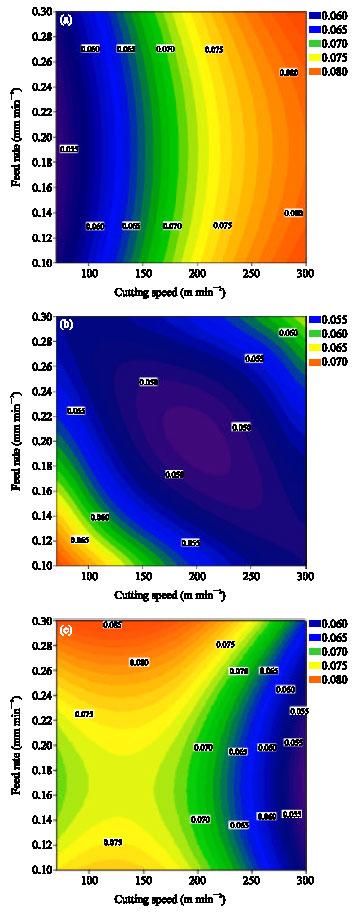 | |
| Fig. 6: | Contour plot with feed rate-cutting speed plane. (a) Depth of cut = 0.025 mm, (b) Depth of cut = 0.05 mm and (c) Depth of cut = 0.075 mm |
DISCUSSION
Further discussion can be drawn from this point is even though using high cutting speed but if the feedrate is very high it will affect the surface roughness drastically. Similar trend observed at point 10, where the roughness value is 0.083 μm when high feedrate (0.3 mm tooth-1) used with moderate cutting speed (185 m min-1).
The surface and contour plot are shown in Fig. 5a-c and 6a-c. These figures indicates that the fine surface roughness can be obtained with combination of high cutting speed (300 m min-1), low feedrate (0.1 mm tooth-1) and low axial depth (0.025 mm). These findings were supported by Kadirgama et al. (2007, 2010). Similar trend observed by Ezugwu et al. (2005) when turning titanium alloy with CBN. They observed that lower content CBN cutting tool has a negligible effect on the surface roughness, whereas higher content CBN cutting tool tend to decrease the surface roughness when increase cutting speed. According to Lin and Chen (1995) when using CBN to machining HRc 64 the greater the feed, the greater the value of Ra. However, this relationship stops short of being absolute. If nose chipping or surface cratering occurs, there will still be a great difference in the surface roughness, even under the same experimental conditions. Ezugwu et al. (2005) observed that lower content CBN cutting tool has a negligible effect on the surface roughness, whereas higher content CBN cutting tool tend to decrease the surface roughness when increase cutting speed.
CONCLUSION
It can be concluded that cutting speed feedrate and axial depth play a major role in producing surface roughness when machining Haynes 242 with CBN cutting tool. Increased in cutting speed will reduce the surface roughness, meanwhile increased of feedrate and axial depth will increase the roughness. The optimum parameters observed in this study is cutting speed = 300 m min-1, feedrate 0.1 mm tooth-1 and axial depth 0.025 mm. CBN cutting tool provide very fine surface roughness that ranged from 0.051 to 0.080 μm. This study is very important in term of producing surface roughness model when machining aerospace material. Costs of cutting tools can be saved by other researcher since this type of cutting tool and materials are very expensive.
ACKNOWLEDGMENT
The financial support by Malaysian Government through Ministry of Science, Technology and Innovation (03-99-03-0011-EA0041), Universiti Tenaga National and Universiti Malaysia Pahang (RDU090398) are grateful acknowledged.
REFERENCES
- Al-Ahmari, A.M.A., 2007. Predictive machinability models for a selected hard material in turning operations. J. Mater. Process. Technol., 190: 305-311.
CrossRef - Arsecularatne, J.A., L.C. Zhang and C. Montross, 2006. Wear and tool life of tungsten carbide, PCBN and PCD cutting tools. Int. J. Mach. Tools Manuf., 46: 482-491.
CrossRef - Chou, Y.K., C.J. Evans and M.M. Barash, 2002. Experimental investigation on CBN turning of hardened AISI 52100 steel. J. Mater. Process. Technol., 124: 274-283.
CrossRef - Davim, J.P., V.N. Gaitonde and S.R. Karnik, 2008. Investigations into the effect of cutting conditions on surface roughness in turning of free machining steel by ANN models. J. Mater. Process. Technol., 205: 16-23.
CrossRef - Ezugwu, E.O., R.B. da Silva, J. Bonney and A.R. Machado, 2005. Evaluation of the performance of CBN tools when turning Ti�6Al�4V alloy with high pressure coolant supplies. J. Machine Tool Manuf., 45: 1009-1014.
CrossRef - Huang, Y. and T.G. Dawson, 2005. Tool crater wear depth of modelling in CBN hard turning. Wear, 258: 1455-1461.
CrossRef - Kadirgama, K., M.M. Noor and A.N. Abd Alla, 2010. Response ant colony optimization of end milling surface roughness. Sensors, 10: 2054-2063.
CrossRef - Kadirgama, K., K.A. Abou�El-Hossein, B. Mohammad and H. Habeeb, 2007. Statistical model to determine surface roughness when milling Hastelloy C-22HS. J. Mech. Sci. Technol., 21: 1651-1655.
Direct Link - Kopac, J., M. Bahor and M. Sokovic, 2002. Optimal machinig parameters for achieving the desired surface roughness in fine turning of cold pre-formed steel workpieces. Int. J. Mach. Tool Manuf., 42: 707-716.
Direct Link - Lima, J.G., R.F. Avila, A.M. Abrao, M. Faustin and J.P. Davim, 2005. Hard turning: AISI 4340 high strength alloy steel and AISI D2 cold work tool steel. J. Mater. Process. Technol., 169: 388-395.
CrossRef - Lin, Z.C. and D.Y. Chen, 1995. A study of cutting with a CBN tool. J. Mat. Process. Technol., 49: 149-164.
CrossRef - Sahin, Y., 2005. The effects of various multilayer ceramic coatings on the wear of carbide cutting tools when machining metal matrix composites. Surf. Coat. Technol., 199: 112-117.
CrossRef - Sahin, Y., 2009. Comparison of tool life between ceramic and cubic boron nitride (CBN) cutting tools when machining hardened steels. J. Mat. Process. Technol., 209: 3478-3489.
CrossRef - Thiele, J.D., S.N. Melkote, R.A. Reascoe and T.R. Watkins, 2000. Effects of cutting edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 steel. ASME J. Manuf. Sci. Eng., 122: 642-649.
Direct Link - Uhlmann, E., O.J.A. Fuentes and M. Keunecke, 2009. Machining of high performance workpiece materials with CBN coated cutting tools. Thin Solid Films, 518: 1451-1454.
CrossRef
Gajendra Mehta Reply
Inconel grades are harder to machine due to high nickel content. The Inconel family of alloys are built to sustain harsh environments. Siddhagiri Metals and Tubes.