
S. Mokhtar
Textile Research Unit, ISET of Ksar Hellal, 5070 Ksar Hellal, Tunisia
S. Ben Abdessalem
Textile Research Unit, ISET of Ksar Hellal, 5070 Ksar Hellal, Tunisia
F. Sakli
Textile Research Unit, ISET of Ksar Hellal, 5070 Ksar Hellal, Tunisia
Journal of Applied Sciences
Year: 2009 | Volume: 9 | Issue: 22 | Page No.: 3983-3990







ABSTRACT
Effects of textile manufacturing parameters such as yarns properties and fabric density on the main performances of polyester plain woven vascular prostheses i.e., porosity, permeability and mechanical properties were investigated by adopting a two-level fractional factorial experimental design. Linear models establishing relationships between each performance and its significant textile manufacturing parameters were developed and are useful to predict performances of plain woven vascular prostheses. Performing overlaid contour plots permitted to determine optimal values for significant textile manufacturing parameters in order to manufacture plain woven prosthesis having at the same time high porosity, low permeability to blood, high mechanical durability and low stiffness.
PDF Abstract XML References Citation
How to cite this article
S. Mokhtar, S. Ben Abdessalem and F. Sakli, 2009. Simultaneous Optimization of Plain Woven Vascular Prostheses Performances. Journal of Applied Sciences, 9: 3983-3990.
DOI: 10.3923/jas.2009.3983.3990
URL: https://scialert.net/abstract/?doi=jas.2009.3983.3990
DOI: 10.3923/jas.2009.3983.3990
URL: https://scialert.net/abstract/?doi=jas.2009.3983.3990
INTRODUCTION
Textile vascular prostheses made from polyethylene terephtalate (PET) fibers are commonly used today in the treatment of aneurismal or occlusive disease of arteries with medium and large diameter (Chakfe et al., 2004; Rae et al., 1991). Plain weaved tubular prostheses have a relatively tight construction that ensures blood tightness and durability, but limits the extent of the healing process, compliance and flexibility (Pourdeyhimi, 1986; Guidoin et al., 1982; Rae et al., 1991). Theses limitations were responsible for several complications and long-term failures, namely thrombogenic occlusion, dilatation and rupture, suture-line failure and bleeding (Feldstein and Pourdeyhimi, 1990; Dieval et al., 2003; Fontes et al., 2004; Riepe et al., 1997).
Healing capacity and long-term stability are the most important in vivo performances of a textile vascular prosthesis (Chakfe et al., 2004). These performances are strongly linked to porosity level and mechanical behavior of the prosthesis. On one hand, textile vascular prosthesis must be porous enough in order to show a quick integration after implantation, by promoting a normal cells proliferation from the native vessel or surrounding tissue (Pourdeyhimi, 1986; Guidoin et al., 1987). However, it must be tight to blood to avoid post-operative risks of hemorrhage (Chu and Rawlinson, 1994; Guidoin et al., 1982, 1987). On the other hand, vascular prosthesis must be enough resistant and compliant to support blood pressure as long as possible (Dieval et al., 2003) and to avoid high shear stress and turbulence of blood flow at anastomoses (Ballyk et al., 1998; Ben Abdessalem et al., 2001, 2005; Salacinski et al., 2001). Furthermore, flexible grafts are usually easy to handle and suture by surgeons. All these properties are related to the prosthesis textile parameters such as yarn properties, fabric design and density and graft steps such as crimping, cleaning and sterilization (Chu and Rawlinson, 1994; Dieval et al., 2003; Feldstein and Pourdeyhimi, 1990).
In order to manufacture woven prostheses responding simultaneously to all the mentioned requirements i.e., quick healing and long-term stability, a compromise has to be established between their porosity, permeability, mechanical durability and compliance. This compromise can be obtained by adopting appropriate textile construction parameters.
The aims of the present study are the identification of the most influencing textile manufacturing parameters on plain weaved vascular prosthesis performances and the determination of optimal manufacturing parameters values. The simultaneous optimization methodology, using fractional factorial experimental design analysis and overlaid contour plots based on multiple linear regression models was used (Douglas, 2004).
MATERIALS AND METHODS
Prostheses samples manufacturing: Texturized Dacron® polyethylene terephtalate (PET) filament yarns were used to weave seamless tubes according to plain taffeta pattern (Fig. 1, 2) by using a shuttle loom specially built for straight and bifurcated tubular structures fabrication (Ben Abdessalem et al., 2006).
| Table 1: | Performance of prostheses samples according to two-level fractional factorial design (2(5-2)) |
 | |
| *Values of responses are mean of five repetitions | |
 | |
| Fig. 1: | Tubular plain woven structure (a cross section) |
 | |
| Fig. 2: | Sample of tubular plain woven structure |
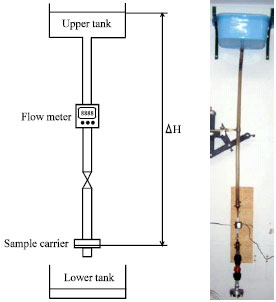 | |
| Fig. 3: | Experimental device for water permeability measurement |
Yarns characteristics as well as fabric parameters were varied following a two-level fractional factorial design of five selected factors: Linear density of longitudinal (warp) yarns X1 (110, 167 dtex (10-4 g m-1), number of filaments in the warp yarns X2 (34, 100 filaments), linear density of transversal (weft) yarns X3 (110, 167 dtex), number of filaments in the weft yarns X4 (34, 100 filaments) and warp density X5 (24, 40 ends/cm). Eight (2(5-2)) different samples of weaved prostheses (Table 1) were manufactured and their physical and mechanical properties were tested.
Prostheses properties testing
Porosity measurement: Porosity P (%) which is a measure of void fraction within the prosthesis was determined gravimetrically according to the standard ISO 7198 (1998) by using the following equation:
| (1) |
where, M (g) is the total mass of the sample, A (mm2) is total area, t (mm) is the thickness of the fabric and ρ (g cm-3) is fibers density (ρ = 1.37 g cm-3 for polyester fibers).
Permeability measurement: Tightness to blood of prostheses samples was evaluated by measuring water permeability, which is a measure of water can flow through prosthesis wall under physiological pressure conditions, according to the standard ISO 7198 (1998). We used a permeability test device (Fig. 3) permitting water flow through a circular sample, having an area of 1.0 cm2 under a hydrostatic pressure equal to 16 kPa (120 mmHg). Flow rate measured by a flow meter (McMillan Co, model 101-6) corresponds to prosthesis water permeability W (mL/min/cm2 at 120 mmHg).
Mechanical characterization: In order to evaluate prosthesis strength, durability and compliance, we performed circumferential tensile test and bursting test simulating respectively dilatation and multidirectional efforts induced in vivo by blood flow (Dieval et al., 2001).
Tubular samples having a length L (mm) and a nominal diameter D (mm) were placed over two hemicylindric pins and stretched at a steady rate of 100 mm/min until break (ISO 7198, 1998) on Lloyd tensile machine (Lloyd LR 5k, Lloyd instruments Ltd) with 1 kN load cell. Circumferential tensile strength σr (N mm-1) and dilatation percentage at rupture %dilatr (%) were then determined according to Eq. 2 and 3, respectively:
| (2) |
| (3) |
where, Fr (N) is the maximum load and Ar (mm) is the maximum elongation.
In order to evaluate mechanical durability of the prosthetic device, we calculated the circumferential secant modulus (Nmm%) according to Eq. 4. Indeed, Dieval et al. (2001) demonstrated that the risk of long-term rupture of a textile vascular graft increases when its circumferential secant modulus decreases.
| (4) |
Salacinski et al. (2001) defined vascular prosthesis compliance as a structural property depending on dimensions and modulus. They reported that vascular graft is well compliant when its circumferential stiffness modulus is low. We determined therefore the circumferential initial modulus (in N/mm%) from stress-dilatation curve of each prosthesis to evaluate graft compliance.
Prostheses samples were subjected to a probe bursting test (ISO 7198, 1998) by using Lloyd tensile machine operating in compression mode with 1 kN load cell. A Flat sample clamped over a specimen holder, having a circular orifice with area of 1 cm2, is traversed by a cylindrical probe with hemispherical head (diameter of 11 mm) at a steady rate of 100 mm min-1 until it bursts. Bursting strength Fb (in N cm-2) is then recorded. According to the British standard, the bursting strength of a vascular graft has to be higher than 120 N cm-2 in order to provide an adequate safety factor for prosthesis long term implantation.
Statistical analysis: Factorial analysis permits to identify most important textile manufacturing variables (factors) for each performance (response) of the plain weaved vascular prostheses: porosity (Y1), water permeability (Y2), circumferential secant modulus (Y3), circumferential initial modulus (Y4) and bursting strength (Y5). Multiple-linear regression and analysis of variance was performed to model adequately the relationship between each prosthesis response and their significant factors. Overlaid contour plots were plotted from developed models to determine optimal values for significant factors allowing the manufacture of woven prosthesis having simultaneously high porosity, low permeability to blood, high mechanical durability and low stiffness. For statistical analyses, we used Minitab14 software (MINITAB Ltd, Coventry, United Kingdom).
RESULTS AND DISCUSSION
Factors selecting and models development: The responses Yj (j = 1,2,3,4,5) corresponding to the eight manufactured samples are shown in Table 1.
Factorial analysis showed that the five studied factors exhibit different effects on each plain weaved prosthesis response. Most important factors for each response were identified from effects plots (Fig. 4a-e) and main effects plots (Fig. 5a-e), generated by factorial analysis. It can be noticed that warp and weft yarns linear density, number of filament in warp yarns and warp density (X1, X2, X3 and X5) were important factors for porosity (Y1). Whereas only warp yarns linear density and warp density (X1 and X5) seem to be the most significant factors on plain weaved graft's water permeability (Y2). It can also be seen that only warp and weft yarns linear density (X1 and X3) have significant effects on prostheses circumferential secant modulus (Y3) of our prostheses, whereas only weft yarns linear density (X3) did not have significant effect on circumferential initial modulus (Y4). Finally, bursting strength (Y5) of plain woven prostheses depended mainly on warp linear density and warp density (X1 and X5), as shown in Fig. 4 and 5.
We developed then linear models showing the relationship between each response and their corresponding significant factors (Table 2). The analysis of variance for every response demonstrated that models are adequate (p-value <0.05) and explain the 98.6, 88.4, 86.9, 96.7 and 89.5% of the variability in porosity, water permeability, circumferential secant modulus, circumferential initial modulus and bursting strength respectively, at the 95% confidence level. Predicted values agree quite well with measured values (high correlation coefficient R value (Table 2) for all the responses. Table 2 also demonstrates that the selected factors for each response are all significant (p<0.05).
 | |
| Fig. 4: | Effect plots for plain woven prostheses responses. (a) significant effect plot for porosity, (b) significant effect plot for water permeability, (c) significant effect plot for circumferential secant modules, (d) significant effect plot for circumferential initial modules and (e) significant effect plot for bursting strength |
| Table 2: | Regression coefficients, analysis of variance and correlation between predicted and measured values for responses |
 | |
| ai: Coefficients of the models, p: Significance level for the hypothesis that the coefficient is zero, R2: Coefficient of determination for the models, F: Fisher ratio F-value, p-value: Significance level for the hypothesis that al the coefficients in the model are zero, R: Coefficient of correlation between predicted and measured values, p and p-value <0.05 are significant at 95% confidence level | |
 | |
| Fig. 5: | Main effects plots for plain woven prostheses responses. (a) significant effect plot for porosity, (b) significant effect plot for water permeability, (c) significant effect plot for circumferential secant modules, (d) significant effect plot for circumferential initial modules and (e) significant effect plot for bursting strength |
Simultaneous optimization of plain woven vascular prostheses performances: Graphical optimization method (Douglas, 2004) was adopted to determine the optimum levels of textile construction parameters for plain woven vascular prostheses performances. The contour plots performed from models of every responses were overlaid and the region that best satisfied the requirements (high porosity: >64%, low water permeability: <50 mL/min/cm2, high mechanical durability (circumferential secant modulus >0.5 N/mm% and bursting strength >120 N cm-2) and low stiffness (circumferential initial modulus <0.1) expresses optimum conditions. Compromise regions were obtained only for porosity and water permeability (Fig. 6), for porosity and circumferential secant modulus (Fig. 7a, b), for porosity and circumferential initial modulus (Fig. 8a, b) and for porosity and bursting strength (Fig. 9a, b).
 | |
| Fig. 6: | Overlaid contour plot of porosity (Y1) and water permeability (Y2) as function of warp yarns linear density (X1) and warp density (X5) while the other factors (X2, X3 and X4) were set at high levels |
 | |
| Fig. 7: | Overlaid contour plots of porosity (Y1) and circumferential secant modulus (Y3) when warp and weft yarns linear density change while the other two factors (X2 and X5) were set at (a) low levels and also (b) at high levels |
 | |
| Fig. 8: | Overlaid contour plots of porosity (Y1) and circumferential initial modulus (Y4); (a) when warp yarns linear density and warp density change while the other factors (X2, X3 and X4) were set at low levels and (b) when warp yarns linear density and warp filament count change while the other factors (X3, X4 and X5) were set at low levels |
 | |
| Fig. 9: | Overlaid contour plots of porosity (Y1) and bursting strength (Y5) as function of warp yarns linear density (X1) and warp density (X5) while the other factors (X2, X3) were set at (a) low levels and also at (b) high levels |
The unshaded area in Fig. 6 showed warp yarns linear density and warp density values leading to simultaneous optimal values of porosity and water permeability for plain woven vascular prostheses. The other construction parameters of the tubular fabric i.e. number of filament in the yarns and weft yarns linear density, should be at 100 filaments and 167 dtex, respectively.
Figure 7 showed warp and weft yarns linear density values enabling simultaneously high porosity and high circumferential secant modulus, while the other two factors i.e. number of filament in warp yarns and warp density were fixed at low values (Fig. 7a) and also at high values (Fig. 7b). As can be seen from Fig. 7, yarns of large range of linear density could be used to produce plain woven prostheses with both good porosity and high durability. But according to Fig. 8, in order to minimize the circumferential initial modulus of the tubular fabric, warp yarns with linear density higher than 150 dtex and warp density lower than 30 ends cm-1 are required, when weft yarns linear density is 110 dtex and number of filament in weft yarns is 34 filaments. Furthermore, as shown by Fig. 9, warp yarns linear density of 150 dtex and warp density of 24 ends cm-1 are sufficient conditions to manufacture plain woven vascular prosthesis having at the same time good porosity and satisfactory bursting strength.
Guidoin et al. (1982) and Pourdeyhimi (1986) only compared the performances of textile vascular prostheses having various textile structures. In this study, we investigate the dependence of most important properties of plain woven vascular prostheses on their textile manufacturing parameters. Effects plots and main effects plots allow to identify the most significant textile manufacturing variables for each plain woven vascular prostheses performance. Warp yarns linear density X1 had significant effect on every performance, whereas weft yarns linear density X3 was significant only for porosity Y1 and circumferential secant modulus Y3. Warp density X5 was significant for porosity Y1, water permeability Y2, circumferential initial modulus Y4 and bursting strength Y5. Number of filament in warp yarns X2 had significant effect only on Y1. Finally, number of filament in weft yarns X4 was significant only for Y4. The proposed models permit to predict performances of a plain woven vascular prosthesis having known textile parameters and make easier its quality evaluation.
In this study we determined values for all textile parameters permitting to obtain a plain woven vascular prosthesis with simultaneously good porosity, low permeability, high mechanical strength and good flexibility. Compromise regions were obtained only for porosity and water permeability, circumferential secant modulus, circumferential initial modulus and bursting strength. This confirmed the importance of the porosity for vascular prostheses overall quality (Guidoin et al., 1982).
CONCLUSIONS
In this study, the effects of five textile manufacturing parameters on main performances of plain weaved vascular prostheses were investigated. Linear models were developed to establish relationship between each response and its significant factors. These models could be used to predict performances of plain weaved vascular prostheses.
Simultaneous optimization methodology based on overlaid contour plots permitted to determine optimal values for significant factors of each response in order to manufacture plain weaved prosthesis having at the same time high porosity, low permeability to blood, high mechanical durability and low stiffness. We concluded that the use of warp yarns having linear density of 150 dtex and weft yarns of 110 dtex with warp density of 24 ends cm-1 could be a good compromise to obtain compliant plain woven vascular grafts with high porosity level, reasonable blood permeability and minimum long-term rupture risk.
Further work will focus on the study of the influence of plain weaved prosthesis textile manufacturing parameters on the adhesion of coating proteins to the prosthesis wall. In fact, the success of textile prostheses is also linked to the nature of interactions between textile structure and coating substances.
REFERENCES
- Ballyk, P.D., C. Walsh, J. Butnay and M. Ojha, 1998. Compliance mismatch may promote graft artery intimal hyperplasia by altering suture line stresses. J. Biomechanics, 31: 229-237.
CrossRef - Ben Abdessalem, S., S. Mokhtar, H. Belaissia, N. Filali and B. Durand, 2005. Mechanical behavior of a textile polyester vascular prosthesis theoretical and experimental study. Text. Res. J., 75: 784-788.
CrossRef - Chakfe, N., F. Dieval, F. Thaveau, S. Rinckenbach and O. Hassani et al., 2004. Substituts vasculaires: Vascular graft prosthesis. Annales Chirurgie, 129: 301-309.
CrossRefDirect Link - Chu, C.C. and J. Rawlinson, 1994. Mathematical modeling of water permeability of surgical fabrics for vascular use. J. Biomed. Mat. Res., 28: 441-448.
CrossRef - Dieval, F., N. Chakfe, L. Wang, G. Riepe and F. Thaveau et al., 2003. Mechanisms of rupture of knitted polyester vascular prostheses an in vitro analysis of virgin prostheses. Eur. J. Vasc. Endovasc. Surg., 26: 429-439.
CrossRefDirect Link - Dieval, F., N. Chakfe, S.C. Bizonne, J.F. le Magnen and M. Beaufigeau et al., 2001. Les tests mecaniques d`evaluation des proth�ses vasculaires. ITBM-RBM, 22: 70-87.
Direct Link - Fontes, R.D., N.A. Stolf, J.C. Marino, D. Pamplona, L.F. Avila and S.A. Oliveira, 2004. Vascular prosthesis infection in thoracic aorta surgery. Arq. Bras. Cardiol., 82: 291-294.
PubMed - Feldstein, M. and B. Pourdeyhimi, 1990. A study of the influence of manufacturing techniques on the mechanical properties of Dacron fibres employed in vascular grafts. J. Mat. Sci. Lett., 9: 1061-1065.
CrossRef - Guidoin, R., P.M. King, D. Marceau, A. Cardou, D. de la Faye, J.M. Legendre and P. Blais, 1987. Textile arterial prostheses is water permeability equivalent to porosity. J. Biomed. Mat. Res., 21: 65-87.
CrossRef - Pourdeyhimi, B., 1986. Vascular grafts textile structure and their performances. Text. Prog., 15: 1-34.
CrossRef - Rae, T.J., C. Pan, R. Guidoin, D. Marceau and P.E. Roy et al., 1991. Soft filamentous woven polyester arterial prosthesis from China. Biomaterials, 12: 335-344.
CrossRef - Riepe, G., J. Loos, H. Imig, A. Schroder and E. Schneider et al., 1997. Long-term in vivo alterations of polyester vascular grafts in humans. Eur. J. Vasc. Endovasc. Surg., 13: 540-548.
CrossRef - Salacinski, H.J., S. Goldner, A. Giudiceandrea, G. Hamilton, A.M. Seifalian, A. Edwards and R.J. Carson, 2001. The mechanical behavior of vascular grafts a review. J. Biomat. Appl., 15: 241-278.
CrossRef