
J. Ratnasingam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
T.P. Ma
Tool Technology (M) Sdn. Bhd., Lot. 18-C, Jalan 2, Sungai Buloh Industrial Estate, 53100 Selangor, Malaysia
G. Ramasamy
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
M. Manikam
Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM, Serdang, Selangor, Malaysia
Journal of Applied Sciences
Year: 2009 | Volume: 9 | Issue: 18 | Page No.: 3397-3401







ABSTRACT
A series of machining experiments on the Oil Palm Empty-Fruit Bunch (OPEFB) particle board were carried out using tungsten carbide tools, to ascertain the predominant mechanism of tool wear when machining this material. The experiments were carried out using a high speed lathe, which machined a rotating disc of the OPEFB particle board. It was found that mechanical abrasion and micro-fracture was the primary mode of tool failure when machining OPEFB particle board. The low cutting temperature recorded during the machining experiments provides compelling evidence to eliminate any significant effect of electrochemical and oxidation mechanisms on the wear of tungsten carbide tools. Therefore, the wear of cemented tungsten carbide tools when machining OPEFB particle board was predominantly by mechanical wear mechanisms. The results of this study implies that the high tool wear experienced during the machining of OPEFB particle board, may limit its use in the manufacture of value-added products, unless the boards are priced competitively in the market.
PDF Abstract XML References Citation
How to cite this article
J. Ratnasingam, T.P. Ma, G. Ramasamy and M. Manikam, 2009. The Wear Characteristics of Cemented Tungsten Carbide Tools in Machining Oil Palm Empty Fruit Bunch Particleboard. Journal of Applied Sciences, 9: 3397-3401.
DOI: 10.3923/jas.2009.3397.3401
URL: https://scialert.net/abstract/?doi=jas.2009.3397.3401
DOI: 10.3923/jas.2009.3397.3401
URL: https://scialert.net/abstract/?doi=jas.2009.3397.3401
INTRODUCTION
Cemented tungsten carbide tools are used extensively to machine abrasive materials due to its superior hardness compared to carbon steels, tool steels and cast cobalt alloys. Consequently, such tools have also been found to provide longer tool life and improved tooling economics (Sheikh-Ahmad and Bailey, 1999) and are recommended for machining fiber-composite materials. In this context, Ratnasingam et al. (2008) reported that cemented tungsten carbide tools were also suitable for machining Oil Palm Empty-Fruit Bunch (OPEFB) particle board.
Despite its increasing use in machining composite materials, the wear mechanisms of cemented tungsten carbide tools when machining particle board is not well established. Although (Bayoumi and Bailey, 1985; Sheikh-Ahmad and Bailey, 1999; Sheikh-Ahmad et al., 2003; Saito et al., 2006) have studied the wear characteristics of cemented tungsten carbides tools for machining wood composites under different conditions the predominant wear mechanisms of cemented tungsten carbide tools when machining such materials, remain inconclusive. Generally, wear of tungsten carbide tools takes place by preferential removal of the cobalt binder by chemical attack, followed by the mechanical removal of the carbide grains (Klamecki, 1980; Saito et al., 2006). In other circumstances, electrochemical corrosion was the predominant wear mechanism in tungsten carbide tools, especially when machining wood composites with high moisture content (Klamecki, 1980; Saito et al., 2006). Inevitably, information concerning the mechanisms that causes wear of cemented tungsten carbide tools when machining of Oil Palm Empty-Fruit Bunch (OPEFB) particle board is limited. Although, mechanical abrasion and micro-fracture is thought to be the predominant wear mechanism of cemented tungsten carbide tools when machining Oil Palm Empty-Fruit Bunch (OPEFB) particle board, supporting evidence remains inconclusive (Ratnasingam et al., 2008). Other reports suggest the possibility of electrochemical, corrosive and high temperature tool wear mechanisms when machining oil palm empty-fruit bunch fibers due to its high hygroscopicity and high silica content (Sreekala et al., 1997). The purpose of the present study was therefore to ascertain the nature of the wear processes of cemented tungsten carbides in machining Oil Palm Empty-Fruit Bunch (OPEFB) particle board.
MATERIALS AND METHODS
The cemented tungsten carbide tool used in this study had a composition of 86.5% carbide, 10% cobalt and 3.5% chromium, with an average carbide grain size of 1.0 μm.
 | |
| Fig. 1: | Experimental set-up |
| Table 1: | Lathe experiment cutting conditions |
 | |
This composition was recommended by Ratnasingam et al. (2008), in an earlier study. The tool in the form of an insert of 30 mm in length, 12 mm in width and 1.5 mm in thickness, was attached to a tool holder as shown in Fig. 1. The sharpness angle of the tool insert was 65°. The tool wear experiments were conducted on a high-speed lathe and the machining conditions were as shown in Table 1. The experiments were carried out from May to October of 2008 at the experimental facility of Tool Technology (M) Sdn. Bhd., in Sungai Buloh, Malaysia. Machining was carried out in such a manner that the tool cutting edge was parallel to the axis of rotation of the OPEFB particle board disk and the feed direction was perpendicular to the axis of rotation of the OPEFB particle board disk. This ensured that as the diameter of the particle board disk was reduced, the orthogonal cutting conditions were maintained throughout the experiments. Each insert was used in machining OPEFB particle board until failure occurred, or for a total cutting distance of 2200 m. A total of five inserts were used to obtain the average tool wear measurements. The extent of tool wear was evaluated by measuring the cutting edge-recession at intervals of 100 m and the cutting edge was examined under a stereo-microscope to characterize the morphology of the worn surface at the end of the test, as described in the previous study by Ratnasingam et al. (2008). The power consumption during the machining experiments, were obtained from the tool forces measured continuously using a piezoelectric dynamometer attached to the motor and a PC based data acquisition system, as previously described by Ratnasingam et al. (2008). The temperature of the cutting tool during the machining experiments was measured by a portable heat radiation detector supplied by the National Instruments Inc., which was attached to the tool holder, as shown in Fig. 1.
RESULTS
The results from this study were presented in three parts.
Rate of cutting tool wear and power consumption: The extent of wear experienced by the tungsten-carbide tools over the cutting distance until failure occurred is shown in Fig. 2. It is obvious that the tool wear pattern of tungsten-carbide tools in this study exhibited three distinct stages, the initial unsteady wear stage, followed by a steady wear stage and finally the catastrophic failure stage. Such a wear pattern is similar to the findings reported by other researchers (Sheikh-Ahmad and Bailey, 1999). Complete cutting tool failure occurred at the cutting distance of 1980 m, indicating that the usable tool life for tungsten-carbide tools when cutting Oil Palm Empty-Fruit Bunches (OPEFB) particle board is about 2000 m.
 | |
| Fig. 2: | Tool wear over cutting distance |
 | |
| Fig. 3: | Power consumption over cutting distance |
The average wear land value at the tool edge, at failure was 0.2 mm, which suggest micro-fracture and abrasive wear as the primary mechanism of tool wear (Klamecki, 1979; Ratnasingam and Scholz, 2006).
The power consumption curve during the machining experiments also depicted three distinct stages (Fig. 3), which was similar to the tool wear pattern observed. Since the rate of tool wear has a direct bearing on power consumption (Klamecki, 1979), monitoring power consumption during the machining experiments can also be used as a technique to measure tool wear. On the basis of the stock removal rate used in this experiment, the total power consumption to machine 1 m3 of Oil Palm Empty- Fruit Bunches (OPEFB) particle board is 615 kW, as opposed to 240 kW for 1 m3 of Rubberwood (Hevea brasiliensis), as reported by Ratnasingam and Scholz (2006). On this account, it appears that oil palm empty-fruit bunch particle board is almost 3X more energy demanding compared to solid wood resources, which could be attributed to its high content of silica, adhesives, etc. (Ratnasingam and Scholz, 2006). Further, the higher board density resulting from the compaction of the board during manufacturing, also contributes to the higher energy demand during the machining of the material (Klamecki, 1979).
Microscopic examination of the tool edge: Microscopic examination of the tool edge revealed that wear occurred primarily as a result of indentation, micro-fracture and mechanical abrasion (Fig. 4-6a, b).
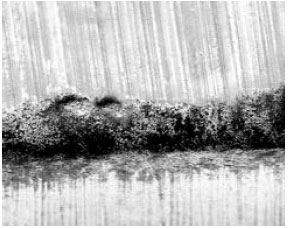 | |
| Fig. 4: | Mechanical abrasion and indentation at tool edge after 500 m of cut (100X) |
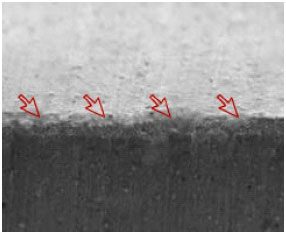 | |
| Fig. 5: | Micro-fractures at tool edge after 1500 m of cut (100X) |
This wear mechanism has been suggested previously by Bayoumi and Bailey (1985), who reported that the presence of silica, adhesives and other hard impurities in the work-piece, resulted in the removal of the binder followed by the loss of carbide grains from the cutting tool. Further, this is in line with the study by Ratnasingam et al. (2008), who found that higher chromium content in the tool matrix and smaller carbide particles improved the wear resistance of tungsten carbide tools. In this context, machining OPEFB particle board requires the use of highly wear resistant cutting tools such as tungsten carbide tools, in order to optimize the process.
Tool wear mechanism: Klamecki (1979, 1980) stated that during the cutting of particle boards, several wear mechanisms may contribute to the overall wear of the cutting tool. Among these wear mechanisms are gross fracture, abrasion, corrosion and oxidation. While, gross fracture results in sudden catastrophic failure of the cutting edge, the other wear mechanisms result in gradual wear.
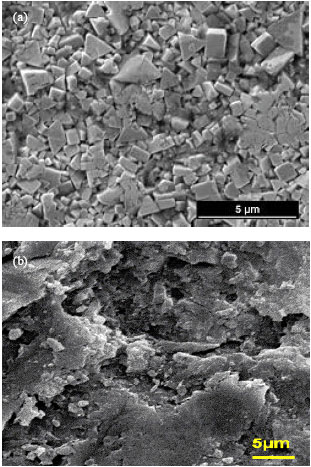 | |
| Fig. 6: | Tool surface under the microscope, (a) new and (b) worn |
Further, abrasion and micro-fracture involve the mechanical removal of microscopic wear particles, while corrosion and oxidation involve the chemical transformation of the tool material into softer material, often in the presence of high temperatures and moisture contents. Based on the heat radiation measurements made during this study, an average cutting temperature of 430°C was recorded. Although, this temperature was much higher than the 380°C recorded when machining conventional wood-based particle board as reported in the previous studied by Sheikh-Ahmad and Bailey (1999), this temperature does not appear high enough to cause corrosion and oxidation of the tungsten carbide grains in the tool, which in turn suggests that corrosion and oxidation are not the significant wear mechanisms of tungsten carbide tools during the machining of OPEFB particle board. In fact, corrosion and oxidation of tungsten carbide tools occurred at temperatures in excess of 450°C and in the presence of moisture contents above 15% (Sheik-Ahmad and Bailey, 1999), which was not experienced during this study. The results of this study which is similar to reports by Sheikh-Ahmad and Bailey (1999), provides evidence that micro-fracture and abrasion are the predominant tool wear mechanisms when cutting particle board. Moreover, this study provides evidence to suggest that mechanical wear mechanism is the predominant mode of wear of cemented tungsten carbide tools when machining OPEFB particle board. Although, the OPEFB particle board is more hygroscopic than the conventional wood-based particle board, such characteristics is not sufficient to induce the interaction of other types of tool wear mechanisms, as has been previously suggested by Klamecki (1980). Despite the OPEFB particle board’s abrasiveness the results of this study confirms that in the presence of silica and other abrasive impurities, mechanical wear mechanisms will predominate over other wear mechanisms of cutting tools.
Industrial implications: This study provides evidence to suggest that the Oil Palm Empty-Fruit Bunches (OPEFB) particle board is an abrasive material, which is not only harsh on the cutting tool, but is also energy demanding during its machining processes. The low cutting temperature recorded during this study eliminates corrosion and oxidation, as the primary tool wear mechanism. Instead, mechanical abrasion and micro-fracture are the predominant causes of tool wear during the machining of OPEFB particle board.
CONCLUSION
The predominant wear mechanisms of tungsten carbide tools when machining Oil Palm Empty-Fruit Bunches (OPEFB) particle board is mechanical abrasion and micro-fracture, due to its high content of silica and the increased density as a result of its compacted nature. Inevitably, this material is a highly abrasive material and its successful use in the value-added products manufacturing industry will be strongly determined by its selling price in the market, which must be sufficiently competitive to off-set the higher machining and tooling costs incurred.
REFERENCES
- Bayoumi, A.E. and J.A. Bailey, 1985. Comparison of the wear resistance of selected steels and cemented carbide cutting tool materials in machining wood. Wear, 105: 131-144.
CrossRefDirect Link - Klamecki, B.E., 1979. A review of wood cutting tool wear literature. Holz Roh Werkst, 37: 265-276.
CrossRef - Klamecki, B.E., 1980. Interaction of tool wear mechanisms in woodcutting. Wood Sci., 13: 122-126.
Direct Link - Ratnasingam, J., T.C. Tee and S.R. Farrokhpayam, 2008. Tool wear charactersitics of oil palm empty fruit bunch particleboard. J. Applied Sci., 8: 1594-1596.
Direct Link - Saito, H., A. Iwabuchi and T. Shimizu, 2006. Effect of co content and WC grain size on wear of WC cemented carbide. Wear, 261: 126-132.
CrossRefDirect Link - Sheikh-Ahmad, J.Y. and J.A. Bailey, 1999. The wear characteristics of some cemented tungsten carbides in machining particleboard. Wear, 225-229: 256-266.
CrossRef - Sheikh-Ahmad, J.Y., J.S. Stewart and H. Feld, 2003. Failure characteristics of diamond-coated carbides in machining wood-based composites. Wear, 225: 1433-1437.
CrossRefDirect Link - Sreekala, M.S., M.G. Kumaran and S. Thomas, 1997. Oil palm fibers: Morphology, chemical composition, surface modification and mechanical properties. J. Applied Polym. Sci., 66: 821-835.
CrossRefDirect Link