
G.A. Ibrahim
Department of Mechanics and Materials Engineering, Universiti Kebangsaan Malaysia, Bangi 43600, Selangor, Malaysia
C.H. Che Haron
Department of Mechanics and Materials Engineering, Universiti Kebangsaan Malaysia, Bangi 43600, Selangor, Malaysia
J.A. Ghani
Department of Mechanics and Materials Engineering, Universiti Kebangsaan Malaysia, Bangi 43600, Selangor, Malaysia
Journal of Applied Sciences
Year: 2009 | Volume: 9 | Issue: 1 | Page No.: 121-127







ABSTRACT
In this study, surface integrity generated when machining Ti-6Al-4V-ELI alloy with coated cemented carbide tools under dry condition was investigated. The surface roughness values recorded when machining Ti-6Al-4V-ELI with coated carbide tools was lower at higher feed rate and generally, these curves consist of three stages. The machined surface generated consists of well-defined uniform feed marks running perpendicular to the tool feed direction. Surface damages on the machined surface generated observed after machining are deformation of feed marks and re-deposited workpiece material. The thin layer of disturbed or plastically deformed layer was formed immediately underneath the machined surface and it was found when cutting operation at cutting speed of 95, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm and at the end of tool life.
PDF Abstract XML References Citation
How to cite this article
G.A. Ibrahim, C.H. Che Haron and J.A. Ghani, 2009. The Effect of Dry Machining on Surface Integrity of Titanium Alloy
Ti-6Al-4V ELI. Journal of Applied Sciences, 9: 121-127.
DOI: 10.3923/jas.2009.121.127
URL: https://scialert.net/abstract/?doi=jas.2009.121.127
DOI: 10.3923/jas.2009.121.127
URL: https://scialert.net/abstract/?doi=jas.2009.121.127
INTRODUCTION
Study on surface integrity of aerospace material as finished machining becomes a more critical issue, mainly, to produce a high quality of machined surface of mechanical component. The mechanical component, which designed from titanium alloys, has more difficult to produce a good-machined surface because of these alloys are difficult-to machine and high generated temperature when machining (Boothroyd and Knight, 2006; Che Haron, 2001). The surface integrity of titanium alloys is also affected by selected condition of machining. Requirement on the satisfied surface integrity is not only based on surface roughness but also focus on surface hardness, microstructure, plastic deformation of machined surface, residual stress and surface defects (porosity, micro crack, stress concentration etc.) (Field, 1973).
The quality of surface of machined component is determined by the surface finish and the integrity obtained after machining. The surface integrity is defined as the inherent or enhances condition of a surface produced in machining (Field, 1973). Metal removal operations lead to the generation of surfaces that contain geometric deviation (deviation from ideal geometric) and metallurgical damage which differs from the bulk material. The geometrical deviation refer to the various forms of deviations suck as roundness, straightness etc. Types of metallurgical surface damage that produced during machining include micro-crack, micro-pits, tearing, plastic deformation of feed marks, re-deposited materials etc. Its therefore, control of the machining process to produce components of acceptable integrity is essential. Machined components for aerospace application are subjected to rigorous surface analysis to detect surface damage that will be detrimental to the highly expensive machined components (Ezugwu et al., 2003). The wide application of titanium alloys, included titanium alloy with 6% of aluminium, 4% of vanadium and extra low interstitial, for producing aero-engine components is due to their superior properties such as lightweight, superior mechanical at elevated temperature and excellent corrosion resistance.
Cutting tool materials employed for machining titanium alloys usually have short tool life and most react with titanium as workpiece materials. This disadvantage is due to the generation of heat temperature closer to the cutting edge of tool (Trent, 1991). This phenomenon lead to rapid tool wears when machining titanium alloys. Hence, selection for suitable type of cutting tool and machined condition of machining titanium alloys is required to produce the good quality of machined surface. Cemented carbide tools selected, which are coated by TiN and TiCN layer(s) can reduce the wear on cutting tool, mainly on flank wear and crater wear (Ezugwu et al., 2003). Che Haron and Jawaid (2005) found that the straight-cemented carbide tools were suitable used in turning Ti-6Al-4V.
The hard coating layer(s) on the surface of cutting tools can reduce the tool wear progression on the flank face. The thin layer(s) from TiN and TiCN material reduced the friction between the cutting edge and work piece materials, so it will produce a smooth surface of titanium alloys and less surface damages. This study investigates the integrity of machined surface by analyzing the surface roughness value recorded, micro-hardness and microstructure after machining Ti-6Al-4V ELI using coated cemented carbide tools and dry machining condition.
MATERIALS AND METHODS
This experiment was conducted at Advanced Manufacturing Laboratory, Department of Mechanical and Materials Engineering, Universiti Kebangsaan Malaysia. The machining trials under dry machining condition and high cutting speeds were carried out using Colchester T4 6000 CNC lathe machine based on the selected parameters as shown in Table 1. The workpiece material used in the machining trials was titanium alloys alpha-beta Ti-6AL-4VExtra Low Interstitial (ELI). The microstructure of the material has the equiaxed α phase and surrounding β in grain boundary as shown in Fig. 1. The chemical compositions and physical properties of workpiece material are given in Table 2 and 3, respectively. The size of the workpiece was 100 mm in diameter and 300 mm in length. Three millimeter thickness of workpiece material at the top surface of workpiece was removed in order to eliminate any surface defects and residual stress that can adversely affect the machining result (Kalpakjian and Rchmid, 2001). The cutting tools and tool holders for machining of Ti-6Al-4V ELI were recommended by the tool supplier. Three inserts used were uncoated carbide tool K313 (WC-Co), coated carbide tool with CVD (KC9225) and coated carbide tool with PVD (KC5010). The KC9225 tool consists of multi layer of TiN-Al2O3-TiCN-TiNand the KC5010 tool consists of single layer of TiAlN.
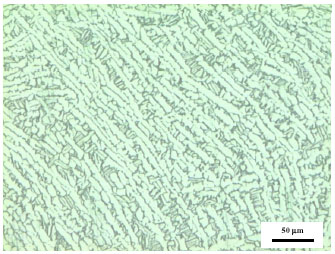 | |
| Fig. 1: | Microstructure of Titanium alloys Ti-6Al-4V ELI with 10x magnification |
| Table 1: | Factors and levels used in the experiment |
 | |
The flank wear of the cutting tool was measured using the Mitutoyo Tool Maker Microscope at 10x magnification, meanwhile the surface roughness of the machined surface was measured using surface roughness tester portable model Mpi Mahr Perthometer. Stopwatch was used to record the machining time. The wear, surface roughness and tool life were recorded at each complete one pass turning until the VB reach 0.2 mm or VBmax equal to 0.4 mm. The modes of wear on the cutting tool were observed and characterized in detail under the Scanning Electron Microscope (SEM).
RESULTS AND DISCUSSION
Surface roughness: The recorded surface roughness values verse cutting time when machining Ti-6Al-4V ELI with coated cemented carbide inserts under dry cutting machining at various cutting speed of 55, 75 and 95 m min-1 are shown in Fig. 2a-c, respectively. From the figures, they were clearly seen that high feed rate of 0.35 mm rev-1 resulted in high values of surface roughness measured especially at low and medium cutting speed of 55 and 75 m min-1. These results were agreeable with the following equation ((Bhattacharyya, 1998) metal cutting):
| Table 2: | Chemical composition of the workpiece material Ti- 6Al-4V ELI (wt.%) |
| Table 3: | Mechanical properties of Ti- 6Al-4V ELI |
 | |
 | |
 | |
| Fig. 2: | Surface roughness values at cutting speed of (a) 55, (b) 75 and (c) 95 m min-1 |
h ≈ f2/8R or hCLA ≈ f2/18 (3R)½ |
where, h is the peak-to-valley height, hCLA the centreline–average roughness, f the feed rate and R the nose radius of insert.
This equation shows that the surface roughness is primarily dependent on the feed rate and the nose radius. According to the ideal surface roughness values will occur when satisfactory cutting conditions are achieved. At high cutting speed of 95 m min-1 with various feed rates of 0.15-0.35 mm rev-1, low values of surface roughness were measured. This was due to the velocity of chips that is faster at high cutting speed than a low cutting speed (Ghani et al., 2004). This leads to a shorter time for the chip to be in contact with the newly formed surface of the work material.
Figure 2a shows surface roughness values at cutting speed of 55 m min-1 and at various feed rate of 0.15, 0.25 and 0.35 mm rev-1. The surface roughness values were bigger at feed rates of 0.25 and 0.35 mm rev-1 are at the initial machining and then decreases irregularly until the VB reached 0.2 mm. The trend of the surface roughness becomes better toward the end of the tool life. This is probably due to the deformation of the flank wear or adherence of the workpiece material at the tool nose (Che Haron, 2001). Whereas according to Bhattacharyya (1998) the decrease of the surface roughness values recorded were caused by changing in nose radius (become bigger or smaller). If the worn at the nose radius becomes wider, it means that the bigger nose radius and was produced, therefore smoother the surface roughness. For feed rate of 0.25 mm rev-1, there was a drop of surface roughness at cutting time of 26.13 min. This was due to chipping at the nose radius at a length of 0.05 mm from the cutting edge.
Contrary to the surface roughness at feed rate of 0.15 mm rev-1, these values were slightly increased during the turning process. The lowest surface roughness value obtained was 1.20 μm when machining of titanium alloy at the end of tool life. The surface roughness value at the end of machining was higher than at the initial machining, it was probably due to chipping at the nose radius and wear at the clearance face was bigger than at the flank face.
Figure 2b shows the surface roughness values recorded when machining Ti-6Al-4V ELI with coated carbide tools at cutting speed of 75 m min-1. Generally, the trend line of each curve is almost similar. The surface roughness value is high at the beginning, which then regularly decreases. Then the surface roughness is remained stable, followed by decreasing at the final stage of the tool life. This form is similar to three stage of the tool wear trend-line. The wear increases rapidly at the initial stage followed by regularly increases at steady state and then dramatically increases at the final stage. It can be seen from Fig. 2a that for feed rate of 0.35 mm rev-1, the surface roughness is 4.31 μm at the initial stage and decreases to 2.92 μm at the cutting time of 1.27 min. From the cutting time of 1.27 min until 20.15 min, the surface roughness is remained constant at about 2.92 to 2.97 μm.
 | |
| Fig. 3: | Machined surface generated when machining Ti-6Al-4V ELI with coated cemented carbide insert under dry machining (a) 50x magnification and (b) 219x magnification |
The similar trend line is observed in Fig. 2c. Generally, it has three forms of the surface roughness along the machining process of Ti-6Al-4V ELI. Changes in the surface roughness along the turning process are mostly affected by changing the geometry of the tool nose radius.
Figure 3 shows a typical machined surface generated when machining of titanium alloy Ti-6Al-4V ELI with coated cemented carbide tools under dry machining. The machined surface generated consists of well-defined uniform feed marks running perpendicular to the tool feed direction. The major surface damage on the machined surface generated observed after machining Ti-6Al-4V ELI with coated cemented carbide inserts are deformation of feed marks and re-deposited workpiece material (chip) onto the machined surface. This result is similar to the Ezugwu’s (2007) earlier research that found some damages on machined surface generated when machining Ti-6Al-4V alloy with PCD tools.
 | |
| Fig. 4: | Microstructure below the machined surface after finished turning with coated cemented carbide insert at cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm |
Three types of surface damages on machined surface of titanium alloy are deformation of feed marks, micro-pits and re-deposited of workpiece material. Figure 3 does not show any form of micro-pit. It is possibly due to the low cutting speed (95 m min-1) when machining Ti-6Al-4V ELI with coated cemented carbide tool when compare to Ezugwu who turned the Ti-6Al-4V with PCD tools at cutting speed of 200 m min-1. Increasing the cutting speed will generate more heat that can cause more deformation and micro-pits.
Deformation of feed marks occurs as results of plastic flow of material during the cutting process. Plastic flow of material on the machined surface results in higher surface roughness values and higher residual stress levels (Zhou et al., 2003). Whereas re-deposited material of titanium alloy on the machined surface occurred when machining with conventional machining or dry machining. The deposited material originated from fine chip particles produced during the cutting process (Nabhani, 2001).
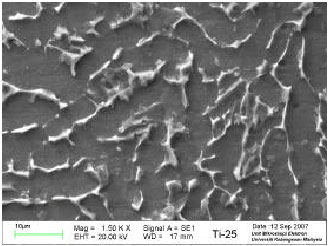
Sub-surface damage: Figure 4 and 5 are cross sections perpendicular to the tool feed direction of machined surface after etching. There was no evidence of sub-surface defects such as cracks, laps and visible tears after machining Ti-6Al-4V ELI alloy with the coated cemented carbide tools under dry machining. There was plastic deformation on the top layer of machined surface when machining Ti-6Al-4V ELI alloy at aggressive conditions involving cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm. This suggests that severe shear stress generated under aggressive machining conditions coupled with high tool wear land have pronounced influence on the sub-surface deformation process.
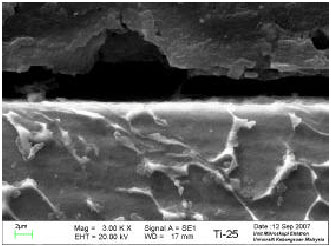 | |
| Fig. 5: | White layer on top machined surface after finished turning with coated cemented carbide insert at cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm |
Che Haron (2001) has also reported that plastic deformation found on the top layer of machined surface when machining Ti-6Al-4V with carbide tools at aggressive conditions of cutting speed of 100 m min-1, feed rate 0.25-0.35 mm rev-1 and depth of cut of 2 mm. The cutting conditions employed in this study are for finish turning. It can be deduced that the shearing force generated during the finishing operation can cause severe plastic deformation of sub-surface of Ti-6Al-4V ELI alloy due to a cutting action of the surface structure by the tool.
Figure 5 shows the microstructures of the machined surface produced when machining Ti-6Al-4V ELI with coated cemented carbide tools under dry cutting conditions. It was found that when machining under dry cutting conditions, a thin layer of disturbed or plastically deformed layer was formed immediately underneath the machined surface. The white layer or plastically deformed layer on the machined surface was found at cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm and at the end of the tool life. The thick of white layer formed was about 1.8 μm. Similar result was also found by Che Haron (2005) when machining Ti-6Al-4V with straight tungsten carbide tools (CNMG 120408-883-MR4 tools) under dry cutting conditions and at cutting speed of 100 m min-1, feed rate of 0.25 mm rev-1 and depth of cut of 2 mm. This was probably due to prolong machining with near worn tool and therefore generate severe plastic deformation and a thicker disturbed layer on the machined surface as shown in Fig. 5.
 | |
| Fig. 6: | Hardness Vickers values underneath the top surface at cutting speed of (a) 55, (b) 75 and (c) 95 m min-1 |
Hardness of machined surface: Figure 6a-c show plots of micro-hardness values beneath the machined surface of 250 μm when machining Ti-6Al-4V ELI with coated cemented carbide tools under dry machining with various cutting speed and feed rate. Machining in dry cutting condition at three different levels of cutting speed (55, 75 and 95 m min-1) generally promotes hardening of machined surface (Fig. 6c). Figure 6a clearly show a tendency of maximizing the hardening effect with increasing the cutting speed during machining mainly from top layer until 90 μm below the machined surface.
Work hardening of the deformed layer beneath the machined surface up to 0.25 mm caused higher hardness than the average hardness of the bulk material. The average micro-hardness recorded for bulk material of Ti-6Al-4VELI alloy is 317 HV100. However, the micro-hardness of some points below the machined surfaces was below the bulk material recorded. The softening effect of the material at these levels was probably due to over-aging of titanium alloy as a result of very high cutting temperature produced at the machined surface. Earlier researcher also found the similar results when turning Ti-6Al-4V ELI alloy with tungsten carbide tools under dry cutting operation. The softening effect of the titanium was owing to over-aging as a result of very high temperature produced during machining. Beside that, the low thermal conductivity of Ti-6Al-4V ELI alloy also caused the temperature below the machined surface to be retained (Che Haron, 2005). The hardness values from 10 μm until 100 μm beneath the machined surface increase regularly in Fig. 6-b. It suggests that surface hardening occurred in the area (from 10 μm until 100 μm) beneath the machined surface. The wear on the cutting edge effects on the microstructure, Increase of the surface hardness values were found to come the increase of the worn out tools. Bigger wear on tools will generate more heat on the cutting edge, consequently produced harder plastically deformed layer below the machined surface.
Generally, at 90 μm below the machined surface, softening effect of the material will occur for cutting speed of 55 and 75 m min-1 (Fig. 6b). Whereas for cutting speed of 95 m min-1, the softening effect process started from 50 μm below the machined surface until 90 μm. Then the surface hardness values remained stable until the end of the tool life. Che Haron (2005) and Ezugwu (2007) found that the softening effect occurred when machining Ti-6Al-4V alloy with coated tungsten carbide tool under dry condition due to over-aging process. The high heat generated by worn tool caused the over-aging coupled with the changed microstructure.
Figure 6c shows the highest micro-hardness values recorded when machining Ti-6Al-4V ELI alloy with coated cemented carbide tool under dry condition at cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm. The highest micro-hardness value of disturbed layer of machined surface is 377 HV100 at 50 μm below the machined surface. Figure 5 shows a white layer or plastically deformed layer that has about 1.8 μm of length from top surface. The high surface hardness values recorded when machining Ti-6Al-4V ELI alloy at cutting speed of 95 m min-1 and feed rate of 0.35 mm rev-1 was due probably to a bigger contact area between the cutting tool and the workpiece material. In this study, the nose radius of CVD coated cutting tool used is bigger to enable a bigger contact area. Ezugwu (2007) and Che Haron (2005) claimed that with bigger contact area between the cutting tool and the workpiece would increase the heat generated when machining titanium alloy under dry machining.
CONCLUSION
The following conclusions are based on the results of turning Ti-6Al-4V ELI alloy with coated cemented carbide tools under dry machining.
Surface roughnesses values when machining Ti-6Al-4V ELI alloy under dry condition are mostly affected by the feed rate and nose radius.
Trend-line of surface roughness has three stages; the surface roughness value is high at the beginning, followed by decreasing in the surface roughness and then remained stable at the second stage and regularly decreases at the final stage.
Machined surface generated when machining Ti-6Al-4V ELI alloy with coated cemented carbide tools are generally acceptable and free from physical damage such as cracks and tears. Detail investigation beneath the machined surface show sub-surface alteration such as micro-pits, deformation of feed marks and re-deposited of titanium.
The white layer or plastically deformed layer on the machined surface was found when cutting operation at cutting speed of 95 m min-1, feed rate of 0.35 mm rev-1 and depth of cut of 0.10 mm and at the end of tool life.
The hardening and softening process occurred underneath machined surface when machining Ti-6Al-4V ELI alloy with coated cemented carbide tools under machining.
It is recommended that the dry cutting processes is possible for machining of Ti-6Al-4V ELI alloy with coated cemented carbide tools in order to save the cost of the coolants.
ACKNOWLEDGMENT
The authors would like to express their appreciation to Universiti Kebangsaan Malaysia and Ministry of Science and Innovation, Malaysia for the grant through IRPA 03-02-02-0068PR0074/03-01.
REFERENCES
- Che-Haron, C.H., 2001. Tool life and surface integrity in turning titanium alloy. J. Mater. Process. Technol., 118: 231-237.
CrossRef - Che-Haron, C.H. and A. Jawaid, 2005. The effect of machining on surface integrity of titanium alloy Ti-6% Al-4% V. J. Mater. Process. Technol., 166: 188-192.
CrossRefDirect Link - Ezugwu, E.O., 2007. Surface integrity of finished turned Ti-6Al-4V alloy with PCD tools using conventional and high coolant supplies. Int. J. Mach. Tools Manuf., 47: 884-891.
CrossRef - Ezugwu, E.O., J. Bonney and Y. Yamane, 2003. An Overview of The machinability of aeroengine alloys. J. Mater. Process. Technol., 134: 233-253.
CrossRefDirect Link - Nabhani, H., 2001. Wear mechanism of ultra-hard cutting tools materials. J. Mater. Process. Technol., 115: 402-412.
CrossRefDirect Link - Ghani, J.A., I.A. Choudhury and H.H. Hassan, 2004. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Process. Technol., 145: 84-92.
CrossRefDirect Link - Zhou, L., J. Shimizu, A. Muroya and H. Eda, 2003. Material removal mechanism beyond plastic wave propagation rate. Precision Eng., 27: 109-116.
CrossRefDirect Link