
Chahira Makhlouf
Laboratoire des Polymeres-Biopolymeres Materiaux Organiques (LPBMO), Faculte des Sciences de Monastir, Bd. de l`environnement, 5019 Monastir, Tunisie
Chiraz Kacem
Unitede recherche textiles de L`ISET Ksar Hellal, B.P 68 Ksar Hellal 5070, Tunisie
Sadok Roudesli
Laboratoire des Polymeres-Biopolymeres Materiaux Organiques (LPBMO), Faculte des Sciences de Monastir, Bd. de l`environnement, 5019 Monastir, Tunisie
Faouzi Sakli
Unitede recherche textiles de L`ISET Ksar Hellal, B.P 68 Ksar Hellal 5070, Tunisie
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 1 | Page No.: 77-85







ABSTRACT
In present study, the dyeing behaviour of unmodified and modified polyamide 6.6 fibers of different levels of fineness was investigated. The color strength of all the dyeings as well as their color fastness properties were studied. The obtained results revealed that with the use of acid or disperse dyes, color strength of dyeings decreased for microfibers compared to conventional fibers. Thus, the unmodified microfibers appeared to be more accessible to dyes than conventional ones, especially when small dye molecules were used. Both microfibers and conventional polyamide 6.6 fibers were modified with acrylic acid monomer using the free radical polymerization method. The dyeability of both modified fibers with basic dyes was significantly improved due to the incorporation of carboxylic groups. The consequences were an increase of color strength and an improvement of light fastness properties of basic dyeings by increasing the percent of graftings.
PDF Abstract XML References Citation
How to cite this article
Chahira Makhlouf, Chiraz Kacem, Sadok Roudesli and Faouzi Sakli, 2008. Dyeing Behaviour of Unmodified and Modified Polyamide 6.6 Fibers of Different Levels of Fineness. Journal of Applied Sciences, 8: 77-85.
DOI: 10.3923/jas.2008.77.85
URL: https://scialert.net/abstract/?doi=jas.2008.77.85
DOI: 10.3923/jas.2008.77.85
URL: https://scialert.net/abstract/?doi=jas.2008.77.85
INTRODUCTION
In the textile industry, different dyestuffs, belonging to different classes are used in dyeing textile fabrics depending on the kind of fibers. In general, the choice of the dyestuff depends on the functional groups of both fiber and dyestuff’s. In particular, polyamide 6.6 fiber is usually dyed using several types of anionic dyes, namely acid, direct, mordant and reactive dyes. Indeed, the presence of terminal amino end groups imparts to polyamide 6.6 fiber substantivity towards these mentioned dye types. In addition, disperse dyes are also substantive (Burkinshaw and Son Young, 2006; Anthoulias and Burkinshaw, 2000). But it is worth noting that, these fibers exhibited very poor affinity towards the basic dyes (Makhlouf et al., 2007).
Although polyamide 6.6 was commercially introduced over 60 years ago, demand for the textile fiber has been enlivened in recent years by the introduction of polyamide 6.6 microfiber (Burkinshaw, 1995) because of the improved handle of the textile that is produced as a result (Viallier and Jordan, 2001). This microfiber is increasingly being used for apparel, sportswear and high performance functional fabrics due to its superior handle, good drapeability and excellent lustre.
A microfiber is defined as a fiber or filament with linear density of approximately 1 decitex or less, where decitex is the mass in grams of 10 km of filament (Jerg and Baumann, 1990; Leadbetter and Dervan, 1992; Bela, 1991). However, while the dyes used for microfiber are the same as for conventional decitex fiber, the dyeing of all synthetic microfiber especially polyamide 6.6 ones presents some problems (Burkinshaw, 1995):
| • | The greater extent of surface reflection, which is caused by the greater surface area of microfiber, results in identical depth dyeings on microfiber appearing visually paler than those on conventional decitex fiber. |
| • | To achieve the same visual depth of shade more dye has to be applied to microfiber. |
| • | Wash fastness deficiencies associated with conventional decitex fibers are exacerbated in the case of dyed microfiber (Keqiang and Xing Jianwei, 2000). |
As reported in the literature, the influence of fiber fineness on the color yield of different disperse dyes has been studied and the light and wash fastness characteristics were compared between conventional and microfiber polyester (Uddin et al., 2002). In another study, the dyeing behaviours on both polyester fibers were examined using indigo vat dye (Son et al., 2005).
Another problem related to polyamide 6.6 dyeing, is that the rather hydrophobic nature of the semi crystalline polyamide 6.6 fibers, due to the low presence of carboxylic groups, lead to have a very poor tinctorial affinity to the basic dyes (Makhlouf et al., 2007).
Chemical modifications of these fibers have provided another approach to impart a variety of functional groups (Bhattacharya and Misra, 2004) and to improve dyeing properties of polyamide 6.6 fibers with respect to the basic dyes (Makhlouf et al., 2007). One of the most common ways used to do this is grafting vinyl and acrylic monomers onto them in order to increase their hydrophilic properties due to carboxylic groups incorporated. Many investigations concerning the modification process have concentrated on the incorporation nonsymmetric and/or soft co-monomers or sulfoisophthalic acid monomers into conventional polyester fibers either to improve their dyeing properties and those of wool/polyester blends at 100°C (Zhao et al., 2004).
In a earlier study (Makhlouf et al., 2007), the graft-copolymerization of Acrylic Acid (AA) monomer onto polyamide 6.6 fibers was carried out in order to enhance both their hydrophilic and dyeing properties. The purpose of the present study is to investigate the behaviour of polyamide 6.6 microfibers during standard dyeing processes and then compare them with the conventional fibers. Another purpose which should be noticed is to evaluate the effect of grafting on the dyeing properties of both polyamide 6.6 fibers. Thus, by chemical modification we would like to improve the dyeability of these fibers and their light fastness properties especially with basic dyes.
MATERIALS AND METHODS
Materials: The experiments were carried out in the laboratory of Polymers, Bio polymers and Organic Materials of the Faculty of Science of Monastir in collaboration with the Textile research Unit of Higher Institute of Technological Studies in Ksar Hellal (Tunisia) during the last year (2006). Two industrial samples of polyamide 6.6 stemmed from two different manufacturing processes: a microfiber (MF) and a conventional fiber (FC) were used. These samples of polyamide 6.6 were generously supplied by the same manufacturer Nylstar and their physico-chemical characteristics are presented in Table 1.
The disperse dyes (Terasil) and the acid dyes (Erionyl) were provided by the Ciba-geigy. The basic dye (Astrazon) used in the second part of this study was kindly supplied by Dystar.
All dyes were used as supplied. Their characteristics are represented in Table 2.
| Table 1: | General fiber characteristics |
 | |
| *MF: Microfibers, ** FC: Conventional fibers | |
| Table 2: | Characteristics of dyes used |
 | |
The dimethyl formamide (DMF) used as extracting agent was purchased from Aldrich Chemical Company. The acrylic acid (AA) monomer supplied by Fluka was purified before use by distillation under vacuum and deoxygenated with nitrogen in the presence of metallic copper (Buchenska, 2001). All other chemicals used were laboratory grade reagents.
Grafting procedure: Polyamide fibers 1 g were introduced into 100 mL of mixture 70/30 Water/Hexane. A known quantity of initiator was added. Then, the monomer was added to the reaction medium. Copolymerization reaction was carried out at 85°C.
As soon as the copolymerisation time was reached, the homopolymer present in the grafting reaction mixture was removed with a solution of 6 g NaCl and 1 g NaOH. After soxhlet extraction with this solution, the grafted fibers were dried in an oven at 60°C until they reached a constant weight.
Surface topography: The surface topography of unmodified and modified fibers was examined by Atomic Force Microscopy (AFM) in order to elucidate the topological changes due to grafting. Topographical images of polyamide 6.6 fibers were obtained using Tapping Mode Atomic Force Microscopy, a Nanoscope III instrument manufactured by Digital Instrument Co.
Dyeing: All dyeings of polyamide 6.6 knitted samples were carried out in sealed stainless steel dyepots of 120 cm3 capacity in a laboratory-scale dyeing machine Datacolor-Ahiba nuance.
Figure 1-3 show the dyeing temperature profile for the acid, disperse and basic dyes, respectively. It seems that the dyeing experiments were carried out at 100°C with the acid dyes, at 105°C with the disperse dyes and 95°C with basic dye until equilibrium was reached. The samples were introduced into the dyeing bath at 50°C (for acid dyes), at 40°C (for disperse dyes) and at 60°C (for basic dye). The bath temperature was increased at a rate of 2°C min-1 until the equilibrium temperature was reached.
To remove any dye adsorbed on the outer surface of the polyamide 6.6 fibers, the samples were rinsed in distilled water at 60°C during 15 min and then dried in an oven at 80°C.
Color measurements: The reflectance values of dyed samples at the appropriate maximum wavelength (λ) of each dye were determined using a Spectraflash 300 Spectrophotometer (Datacolor). All measurements were taken using the D 65 illuminant and 10° standard observer.
 | |
| Fig. 1: | Dyeing temperature profile for the acid dyes |
 | |
| Fig. 2: | Dyeing temperature profile for the disperse dyes |
 | |
| Fig. 3: | Dyeing temperature profile for the basic dyes |
Each fabric was folded twice so as to give four thicknesses and an average of four readings was taken each time.
The relationship between the reflectance of the fabric and the concentration of dye in the textile is given by the Kubelka-Munk equation (Baumann et al., 1987; Judd and Wyszecki, 1975).
| (1) |
Where:
| R | : | Reflectance of the dyed fabric at the maximum absorption wavelength λ of the dye |
| K | : | Light absorption coefficient |
| S | : | Light scattering coefficient |
| A | : | Representative of the intensity of the shade at a given concentration C of dye in the fiber. |
It is necessary to take account of the proper absorption of the textile and then to subtract the effect of the undyed fibers. Hence, the Kubelka-Munk's equation should be written as follows:
| (2) |
Where, Rt and Re are the decimal fraction of the reflectance of the dyed and the undyed fabrics, respectively.
Commonly, the K/S ratio expresses the apparent color strength. Indeed, the color strength A (λ) was calculated using the K/S ratios and the amounts of the adsorbed dye on the fiber as:
| (3) |
Theoretically, for a given wavelength, A (λ) is a constant independent of C. As the refractive index of the dye is never equal to the refractive index of the fiber, the dyestuff introduces a light scattering and, practically, A (λ) decreases with C.
According to this relation Eq. 3, the color strength depends on the nature of dye and also on the fiber characteristics such as shape and diameter (Soleimani-Gorgani and Taylor, 2006a, b).
The classical Fothergill relationship (Fothergill, 1944; Rouette, 1995) states that two fibers with different fineness f1 and f2 will have the same shade depth if their respective concentrations in dyestuff C1 and C2 are as illustrated in the following equation:
| (4) |
Spectrophotometric measurements: The absorbance of each dyebath solution was measured using a 1 cm path length quartz cell housed in a UV-2401 PC Spectrophotometer Schimadzu at the maximum wavelength (λ) of each dye used in the first part of this study.
These absorbance measurements were undertaken to determine the concentration of dye fixed within the fiber.
Color fastness: The fastness properties of the dyeings were carried out. The wash fastness was carried out according to the ISO 105-A02 method. Whereas the light fastness was tested using the method described by the ISO 105 B02 (Anonymous, 1990).
RESULTS AND DISCUSSION
Dyeing properties of unmodified polyamide 6.6 fibers: In order to investigate and to compare the dyeing behaviour, both unmodified conventional and microfiber polyamide 6.6 were dyed with two acid and two disperse dyes of different molecular sizes. Thus, reflectance measurements were made with respect of the dye concentration in each fiber, in order to evaluate the strength of dyes used and thus to compare their distributions in the two types of fibers.
The effect of dye concentration on the color strength A (λ) of the unmodified conventional and microfibers of polyamide 6.6 dyed with Erionyl Blue R and Orange II acid dyes, respectively is shown in Fig. 4 and 5. It was observed that for both acid dyeings, the values of A (λ) decreased with increasing dye concentration in the fiber until a constant value was reached.
It is also interesting to note that for the whole domain of concentration studied, the color strength values were higher in the case of conventional fibers (FC) than those obtained on the microfibers (MF) having the lower diameter. As described in the literature (Son et al., 2005), the lower color strength observed from the microfibers is attributed to their greater surface area. As the diameter of the individual fiber become smaller, the total surface of the fiber or textile fabric increases exponentially. This trend is especially observed for the acid dye (Erionyl Blue R) which would be expected as this is the larger dye molecule (M = 681 g mol-1).
With the disperse dyes, Fig. 6 and 7 reveal that the values of A (λ) for both unmodified conventional and polyamide 6.6 microfibers shows less disparity than for the acid dyes.
The decrease of these values at low concentrations of dye may be explained in general by the ability of the disperse dyes to aggregate in the fiber. Indeed, the disperse dyes are fixed to the fiber as aggregates in the microvoids and not as single molecules. Thus, color strength A (λ) decreased as aggregates were formed.
 | |
| Fig. 4: | Strength of the Erionyl Blue R on unmodified conventional and polyamide 6.6 microfibers |
 | |
| Fig. 5: | Strength of the Orange II on unmodified conventional and polyamide 6.6 microfibers |
 | |
| Fig. 6: | Strength of the Terasil Blue R on unmodified conventional and polyamide 6.6 microfibers |
 | |
| Fig. 7: | Strength of the Orange Cibacet 2R on unmodified conventional and polyamide 6.6 microfibers |
It was also found that the difference of color strengths between microfibers and conventional fibers is important for a dye of high size molecule (Bleu Terasil R, M = 362 g mol-1). There may be many causes for variations in dye consumption from dye to dye, such as fiber morphology (Nakamura et al., 2000), crystallinity, amorphousness, amorphous area of the fiber, size particles and chemical structure of the dyes (Aspland, 1993). Indeed, the amorphous zones of microfibers are not well structured. Consequently, the aggregates are formed easily. Even with dyes of small sizes such as Orange II (M = 318 g mol-1) and Orange Cibacet 2R (M = 242 g mol-1), aggregates were also formed on conventional fibers.
Khan (1997) and Dieval (1998) also showed the existence of the heart-skin structure in the conventional fibers that is practically absent in microfibers. The skin being rather composed of an amorphous part with small size crystallites can absorb an enough important dye quantity leading to a more intense color. Similar observations were reported with Indigo adsorption properties to polyester fibers of different levels of fineness (Son et al., 2005).
Table 3 shows the color strength values for fibers dyed with acid and disperse dyes. It presents also the calculated color strength ratios between the conventional and the microfibers for the various dyes at a 4% omf. This dye concentration is arbitrarily chosen because the difference in color strength is high.
It stands out from Table 3 that the calculated values were found to be different for the various dyes studied. Thus, it was shown that the color strength ratio depends not only on the fiber fineness but also on the size of the dye molecule as it was reported in the literature for the dyeing of nylon with reactive dyes (Soleimani-Gorgani and Taylor, 2006a).
In this context, it is thought that the color strength of the blue dye (larger dye molecule) decreases in the case of microfibers, which can be explained by a more important aggregation during dyeing. Thus, the necessary concentration ratio to obtain the same shade on two fibers of different levels of fineness is a function of the dye molecule. The Fothergill relationship is then not followed.
Dyeing properties of modified polyamide 6.6 fibers: In this part, we have investigated the effect of grafting on the dyeing properties of polyamide 6.6 fibers. Both conventional and microfiber of polyamide 6.6 were modified with acrylic acid monomer using the free radical polymerization method. The percent grafting was established gravimetrically (Makhlouf et al., 2007).
For this study, the apparent color strengths (K/S) of dyeings of the two types of polyamide 6.6 fibers were measured at different percent of grafting.
The evolution of K/S according to the percent of grafting of modified conventional and polyamide 6.6 microfibers dyed with disperse dye (Yellow Terasil GWL) was shown in Fig. 8. The results reveal that the K/S of the disperse dye is almost independent of the percent of grafting.
| Table 3: | Color strength values for fibers dyed with acid and disperse dyes in 4% omf |
 | |
 | |
| Fig. 8: | Evolution of K/S according to the percent of grafting TG (%) of modified conventional and polyamide 6.6 microfibers dyed with Yellow Terasil GWL |
This behaviour was observed for both modified conventional and microfibers of polyamide 6.6 and may be attributed to the amorphous structure of the polyacrylic acid (PAA) which causes a phenomenon of trapping of the dye. Indeed, the disperse dye was trapped by mechanical retention (Fig. 8).
Represents the evolution of K/S according to the percent of grafting of modified conventional and polyamide 6.6 microfibers dyed with basic dye (Red Astrazon 5 BL). It was seen that the apparent color strength (K/S) values of the modified fibers dyed with basic dyes increased with respect to the percent of grafting (Fig. 9).
This observation is attributed to the fact that grafting of acrylic acid monomer leads to an increase of the carboxylic groups onto both microfibers and conventional fibers (Makhlouf et al., 2007). It is thus suggested that increasing the anionic carboxylic groups improves the hydrophilic properties of the fibers and their ability to be dyed with basic dye.
After a first increase, the apparent color strength of both dyed samples reached saturation values around a 4% of grafting which may be explained by a total dyebath exhaustion.
 | |
| Fig. 9: | Evolution of K/S according to the percent of grafting TG (%) of modified conventional and polyamide 6.6 microfibers dyed with Red Astrazon 5BL |
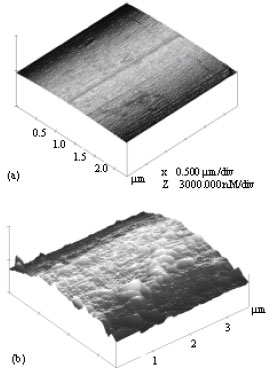 | |
| Fig. 10: | AFM images of (a) unmodified and (b) modified polyamide 6.6 fibers (6.30% grafting) |
It was also shown in Fig. 9 that the values of (K/S) are higher in the case of the micofibers than those for conventional fibers. As described earlier, this difference in the adsorption behaviour observed for the two types of fibers implies that microfiber has a greater fiber surface area than conventional counterpart (Uddin et al., 2002; Jerg and Baumann, 1990; Partin and Richard, 1991a, b). Thus, the amorphous phase of microfibers was able to require more dye.
Surface topography analysis by AFM: The AFM images of unmodified and modified polyamide 6.6 fibers are presented, respectively in Fig. 10a and b. It seems through image (a) that the unmodified polyamide 6.6 fiber had a smooth surface. In contrast, image (b) exhibited a heterogeneous grafting layer with enormous unevenesses and bumps which is formed on the surface of the fiber, resulting in that the original polyamide 6.6 fiber turned into rough. This highlights clearly that the anionic carboxylic groups have been grafted onto the surface of polyamide 6.6 fibers.
Color fastness: The color fastness properties of both conventional and microfiber dyeings with acid, disperse and basic dyes were carried out. For the wash fastness, the change in color and the staining were assessed visually using grey scales in order to determine grey scale ratings which are between 1 (bad wash fastness) and 5 (the best wash fastness). But, the light fastness was assessed instrumently using blue scales in order to determine blue scale ratings which are between 1 (bad light fastness) and 8 (the best light fastness).
For the unmodified two types of fibers used in our study, the wash fastness has been examined. Table 4 and 5 indicate the comparative results of wash fastness between both fibers dyed, respectively with acid and disperse dyes. It appears that the conventional fibers had a wash fastness superior to that of microfibers for each dye bath concentration used. This result can be attributed to the difference of amorphous structure of each type of fiber. As reported in the literature (Zhao et al., 2004), the color fastness varies with changes in the fiber structure and with its properties.
In parallel, the influence of fiber modification on the color fastness of polyamide 6.6 at different levels of fineness was studied and compared between the two types of modified fibers. Table 6 and 7 list the results of light and wash fastness for these fibers dyed with basic dye according to the percent of grafting TG (%). Arbitrarily, dyeing was realized at dye bath concentrations of 1 and 3% omf, respectively.
It is worth to note that the basic dyeing displayed an improvement of the light fastness properties when increasing the percent of grafting. This improvement was clearly observed with conventional fibers. It is well known that basic dye cross-stained on polyamide 6.6 fibers has poor light fastness. When these fibers were modified by acrylic acid, the number of anionic carboxylic groups introduced into them increases leading to an improvement of their hydrophilic properties and their dye uptake. Presumably, because of these explanations the light fastness properties were improved.
Concerning the wash fastness, the obtained results showed ratings that were not excellent and decreased with respect of the percent of grafting. This was found true for both modified conventional and microfibers dyed with basic dyes. This decrease may be attributed to the dye properties and the amorphous structure of the modified fibers.
| Table 4: | Wash fastness for unmodified conventional fibers and microfibers dyed with acid dyes according to the dyebath concentration Cbath (%) |
 | |
| Table 5: | Wash fastness for unmodified conventional fibers and microfibers dyed with disperse dyes according to the dyebath concentration Cbath (%) |
 | |
| Table 6: | Light and wash fastness for modified conventional fibers and microfibers dyed with basic dye (Red Astrazon 5 BL) 1% omf according to the percent of grafting TG (%) |
 | |
| Table 7: | Light and wash fastness for modified conventional fibers and microfibers dyed with basic dye (Red Astrazon 5 BL) 3% omf according to the percent of grafting TG (%) |
 | |
CONCLUSIONS
In this study, the dyeing behaviour and color fastness properties of both unmodified and modified conventional and microfibers of polyamide 6.6 were examined.
It was found that, the values of A (λ) of acid dyeings decreased with increasing the dye concentration in the fiber until a constant value was reached. For all concentrations, the values of A (λ) were found to be higher in the case of conventional fibers compared to microfibers which explained by the difference of their morphological and structural characteristics. Similar results were obtained with the disperse dyes and were explained by the ability of the dye to aggregate in the fibers. It was worth noting that more the size of the dye molecule increases, more the difference of color strength between microfibers and conventional fibers increases.
The chemical modification of both types of fibers by Acrylic Acid (AA) improved some of their properties such as the hydrophilicity and the ability to be dyed with basic dyes. Thus, their apparent color strength (K/S) showed an increase with respect of the percent of grafting when basic dye was used.
For the particular case of the disperse dyes, the apparent color strength (K/S) was almost independent of the percent of grafting. This finding is probably due to the phenomenon of trapping of the dye.
According to the color fastness tests, an improvement of the light fastness for the basic dyeings at different percents of grafting was noticed.
However, it was shown that the wash fastness of both modified fibers dyed with basic dyes, decreased when increasing the percent of grafting. This may be due to an increase of amorphous zones in the surface of modified fibers.
REFERENCES
- Anthoulias, A. and S.M. Burkinshaw, 2000. Theoretical and practical aspects of the Tactel Coloursafe reactive dyeing system for modified nylon 6,6. Dyes Pigm., 47: 169-175.
Direct Link - Baumann, W., B.T. Groebel, M. Krayer, H.P. Oesch, R. Brossman, N. Kleinemeier and A.T. Leaver, 1987. Determination of relative colour strength and residual colour difference by means of reflectance measurements. J. Soc. Dyers Colorist., 103: 100-105.
CrossRef - Bhattacharya, A. and B.N. Misra, 2004. Grafting: A versatile means to modify polymers: techniques, factors and applications. Progr. Polym. Sci., 29: 767-814.
CrossRefDirect Link - Buchenska, J., 2001. Grafting of poly (acrylic acid) on polyamide yarn. J. Applied Polym. Sci., 80: 1914-1919.
Direct Link - Burkinshaw, S.M. and A. Son Young, 2006. A comparison of the colour strength and fastness to repeated washing of acid dyes on standard and deep dyeable nylon 6,6. Dyes Pigm., 70: 156-163.
Direct Link - Keqiang, C., C. Zhongxun and X. Jianwei, 2002. Analyzing the dyeing behaviour and chromaticity characteristics of polyester microfibers. Tex. Res. J., 72: 367-371.
Direct Link - Makhlouf, C.H., S. Marais and S. Roudesli, 2007. Graft copolymerization of acrylic acid onto polyamide fibers. Applied Surf. Sci., 253: 5521-5528.
Direct Link - Nakamura, T., S. Ohwaki and T. Shibusawa, 2000. Color change of disperse dyes on Nylon 6 films with dye concentration. Tex. Res. J., 70: 801-809.
Direct Link - Soleimani-Gorgani, A. and J.A.Taylor, 2006. Dyeing of nylon with reactive dyes. Part 1. The effect of changes in dye structure on the dyeing of nylon with reactive dyes. Dyes Pigm., 68: 109-117.
Direct Link - Soleimani-Gorgani, A. and J.A. Taylor, 2006. Dyeing of nylon with reactive dyes. Part 2. The effect of changes in level of dye sulphonation on the dyeing of nylon with reactive dyes. Dyes Pigm., 68: 119-127.
Direct Link - Son, Y.A., H.T. Lim, J.P. Hong and T.K. Kim, 2005. Indigo adsorption properties to polyester fibers of different levels of fineness. Dyes Pigm., 65: 137-143.
Direct Link - Uddin, M.D.Z., M. Watanabe, H. Shirai and T. Hirai, 2002. Dyeing conventional and microfiber polyester with disperse dyes. Tex. Res. J., 72: 77-82.
Direct Link - Viallier, P. and C. Jordan, 2001. Nylon 6 dyeing behaviour for fibers of different levels of fineness. Color. Technol., 117: 30-34.
Direct Link - Zhao, G.L., R. Wu, J. Curiskis and A. Deboos, 2004. Dyeing properties of blends of wool/modified polyester fibers-effects of temperature. Tex. Res. J., 74: 27-33.
Direct Link
Gemeda Gebino Reply
ITS INTERESTING RESEARCH