
Mohammed Matouq
Faculty of Engineering Technology, Al-Balqa Applied University, P.O. Box 4486, Amman 11131, Jordan
Zaid Al-Anber
Faculty of Engineering Technology, Al-Balqa Applied University, P.O. Box 4486, Amman 11131, Jordan
Tomohiko Tagawa
Department of Chemical Engineering, Nagoya University, Chikusa, Nagoya 464-8603, Japan
Salah Aljbour
Department of Chemical Engineering, Nagoya University, Chikusa, Nagoya 464-8603, Japan
Hiroshi Yamada
Department of Chemical Engineering, Nagoya University, Chikusa, Nagoya 464-8603, Japan
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 4 | Page No.: 601-607







ABSTRACT
This study aims to investigate the effect of reactants and catalyst flow rates; the effect of the catalyst concentration and the position inlet to the reactor location of the catalyst on the synthesis of tert-amyl methyl ether (TAME), have investigated. The results reveal that the micro channel reactor shows high selectivity for homogeneous syntheses of TAME compared to heterogeneous ones. The experimental results show that no other di-ether products were noticed in this study. The selected flow rates for the reactants and the catalyst give a stable flow pattern inside the reactor and no turbulent flow was noticed in any conducted runs. The mole fraction for methanol (MeOH) and tert-amyl alcohol (TAA) are 22 and 37% respectively, (this was considered the standard condition). Experimental results show that, keeping H2SO4 flows in the top lane of the reactor gives good mixing from the middle and bottom lanes. At the same time this will give the chance to the reactant to be pulled toward the middle lane to promote the reaction. Therefore, the middle lane can be considered as the core of the reaction zone phase, while the other lanes as separation zones. On the other hand, when H2SO4 introduced from the middle inlet the chance of reactants mixing from the top and bottom lanes will be less. It was also noticed that during the reaction and when the H2SO4 introduced at the top lane of the micro-channel, the catalyst distributes itself within the TAA lane and forms a micelle to react with MeOH in the bottom lane. When the flow rates of the reactants was reduced to half of its standard condition the yield was noticed to be higher. This may be attributed to the fact that lower flow rate, will lengthen the residence time inside the reactor and more reaction will develop.
PDF Abstract XML References Citation
How to cite this article
Mohammed Matouq, Zaid Al-Anber, Tomohiko Tagawa, Salah Aljbour and Hiroshi Yamada, 2008. Investigating the Micro-Channel Flow Reactor Configuration on the
Liquid Phase Synthesis of tert-amyl Methyl Ether Catalyzed by Sulfuric
Acid. Journal of Applied Sciences, 8: 601-607.
DOI: 10.3923/jas.2008.601.607
URL: https://scialert.net/abstract/?doi=jas.2008.601.607
DOI: 10.3923/jas.2008.601.607
URL: https://scialert.net/abstract/?doi=jas.2008.601.607
INTRODUCTION
In our previous studies, MTBE and ETBE were synthesized at the atmospheric condition by the reaction between methanol or ethanol with tert-butyl alcohol which is a co-product of propylene oxide synthesis from iso-butane and propylene see Matouq and Goto (1993), Matouq et al. (1993, 1994) and Yin et al. (1995). The reactive distillation was developed by our previous studies to enhance the production rate of MTBE (combined with pervaporation) and ETBE to achieve the purpose of continuous production as mentioned by Matouq et al. (1996).
As a successive to our previous studies, our aim here is to synthesize TAME using a micro-channel reactor technique. Microreactors have some advantages over the conventional batch reactors, such as: the low residence time avoids undesirable side reactions, a continuous-flow system can be created which allows for the use of the same microdevices for large quantity production and save energy, due to its lower size as reported by Doku et al. (2005). Thus, it is anticipated to synthesize TAME while avoiding the undesired reaction of dehydration of tert-amyl alcohol.
Micro-reactors are composed of channels with sub-micrometer to sub-millimeter dimension in width and depth, fabricated by using micro-technology and precision engineering. As one of the applications, micro-channels are noticeable since they are suitable for multiphase reactions. Many kinds of micro-reactors were proposed and applied to various liquid phase reactions, which were summarized by Hessel et al. (2004). Among various advantages of micro-reactors, if there is laminar flow inside the reactor will help to separate each phase at the outlet, which will eliminate the post-treatment of reaction mixtures for further separations, according to Ehrfeld et al. (2000). The small channel dimension makes larger surface area compared to volume ratio, which can reduce the mass transfer limitations between two-phase systems such as organic-aqueous reaction systems as reported by Emig and Liauw (2002). In order to apply these reaction systems to micro-reactors, it is important to obtain stable multiphase laminar flow pattern inside the reactor (Tagawa et al., 2007). Tosoh Corporation proposed to make guideline structure in the micro-channel in order to stabilize the laminar flow of multi liquid phase system as reported by Maruyama et al. (2004). Partition walls, the so called guideline structure, were fabricated by a photolithographic wet etching method in the centre of the channel. The promotion effect of this guideline structure was tested in the solvent extraction and a small turbulence was proposed after each guideline wall, which promoted diffusion between organic-aqueous interfaces as mentioned by Yamakawa et al. (2004).
TAME (tert-amyl methyl ether, 2-methoxy-2-methylbutane) is synthesized in an acid-catalyzed equilibrium reaction of iso-amylenes (2-methyl-1-butene and 2-methyl-2-butene) with methanol (MeOH), as reported by Oost and Hoffmann (1996). Tertiary ethers are used in gasoline as octane-enhancing agents. In addition to the increase in octane ratings, there are other improvement to gasoline quality which are obtained by blending oxygenates. With increasingly strict legislation, the need for tertiary ethers has grown steadily and has turned the focus from MTBE (methyl tert-butyl ether, 2-methoxy-2-methylpropane) towards heavier ethers like TAME (tert-amyl methyl ether, 2-methoxy-2-methylbutane), since the supply of isobutene is limited and the future of MTBE is uncertain due to banning in certain regions in the USA from the beginning of 2004.
In this study, micro-channels with guideline structure, were tested for the synthesis in liquid phase using sulphuric acid. Partition walls or so called guideline structure were designed in the middle of micro-channel with adequate intervals in order to stabilize the laminar flow.
C5H12O (l) + CH3OH (l) → C2H5C(CH3)2OCH3 (l) + H2O (l) |
TAME synthesis follow the above chemical reaction equation. This reaction provides a good model for high selectivity in the presence of strong acid catalyst, compared to those of results for batch reactor in homogeneous phase. This experiment is difficult to conduct in a conventional batch reactor due to the high reaction rate for dehydration of TAA, soon upon adding the liquid catalyst smoke of dehydrated TAA will come up (iso-amylenene) and hence the etherification reaction yield will be low if this reaction take place as batch one. To our knowledge, the application of micro-channels for this type of etherification reaction is not studied yet. Therefore, in this study we aim at using this technique to synthesize tert-amyl methyl ether (TAME) in liquid phase from the reaction between methanol (MeOH) and tert-amyl alcohol (TAA) at a continuous process.
MATERIALS AND METHODS
The microchannel reactor type TSR 018B-05 was used. This reactor with a guideline structured for three phase flow system is fabricated and supplied by the Japanese Tosoh Corporation using photolithographic wet etching method on a Pyrex glass plate. The detail of the guideline with its design aspects is demonstrated in Fig. 1. As is shown in Fig. 1, partition walls were constructed at the middle of the channel with adequate intervals. This structure was called guideline structure of 100 μm length and 100 μm intervals.
The manufactured Pyrex glass micro-channel reactor was fixed between two stainless steel holders equipped with three punched wells at the end of their two edges. The three wells were connected to three HPLC pumps type JASCO-PU980. One pump was assigned to feed sulphuric acid (H2SO4) with different molarity concentration. Other two HPLC pumps were assigned to feed TAA and MeOH separately. The outlets were collected in the three punched wells. The collected materials from the wells were directly analyzed using gas chromatograph, type GL Science 353, packed with TC1-GL science capillary column.
Specification of the tested reactor is as follows: type TSR-018-B-05, length = 30.0 mm, width = 282.6 μm, depth = 42.0 μm. Two guidelines have length = 100 μm, interval 100 μm.
Analyses were conducted by using a gas chromatograph, type GL Science 353, packed with TC1-GL science capillary column. The specification of the column was 30 m long and internal diameters of 0.25 mm. The column temperature was fixed at 372 K and injection at 453 K.
The MeOH (99%) and TAA (98%) supplied by Wako were used without any further purification as reactants. TAME (98%) supplied by Aldrich was used for calibration curve construction. All experiments were viewed under OlympusCX41 type microscope equipped with digital camera for taking picture.
Three JASCO-PU980 type-high pressure pumps (HPLC) were attached to the reactor by a capillary Teflon tube. Each inlet was drawn at a specified flow intake. When the desired amount of the flow of the three inlets was adjusted digitally, start on button was pushed to allow the flow to go inside the reactor with a moderate pressure (3-5 kg cm-2). When the flow started (this was confirmed under microscope) stopwatch start button was pushed.
 | |
| Fig. 1: | Experimental reaction apparatus and the details of micro-channel with guideline structure |
This was considered as the initial time for the reaction. Each 30 min 0.5 mL samples from the three outlets were collected. One sample of the collected amount was soon injected inside the column and analyzed, while others were kept at refrigerator. These precautions were taken to avoid any assumption of further reaction while waiting for the next analysis. All samples were stopped after 2 h and 30 min. During and after analysis by GC the steady state was completely assured.
RESULTS AND DISCUSSION
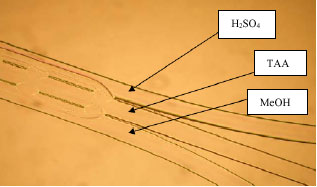
After several experimental runs, where the ultimate goal was to obtain real three phase of reactants flow inside the microchannel reactor`s lane, three flow rates combination were obtained and recorded as follows: H2SO4 = 0.05 mL min-1, TAA = 0.09 mL min-1 and MeOH = 0.20 mL min-1. At these flowrates the best distribution of the reactants with the catalyst was observed inside the reactor and between the guidelines Fig. 2 shows this pattern. These conditions were considered as standard, while other experimental runs were conducted by changing these flowrates as variables.
MeOH and TAA, the fixed flowrates for the reactants, were investigated while changing the feed position of the catalyst on the TAME production. Catalyst H2SO4, was introduced as the third component from the third inlet of the reactor at it specified flow rate. The three components will flow inside the reactor in the three lanes, no turbulent occurred and each lane can clearly be seen without an overlap (apparently laminar streams). Guidelines here played an important role to keep each component flowing in its own lane. All experiments were conducted at room temperature 298 K, while exposing the upper side of the micro-reactor to hot air flowing at the top surface of the reactor. The measured temperature at the ambient close to the upper side surface of the reactor was found equal to 343 K. The conducted experiments at different parameters are summarized in Table 1. Other related parameters were changed based on these conditions, such as the position of the inlet of the catalyst and its concentrations.
To study the effect of the position of the catalyst feed to the reactor on reaction conversion, two-catalyst flow inlets position were changed. First part of experiments deals with the effect of introducing the catalyst at the top inlet of the reactor with two different concentrations. While the second part deals with the effect of introducing the catalyst at the middle inlet of the reactor with two different concentrations. These selections will allow the MeOH to flow in the bottom lane and TAA in the top lane of the reactor and vice versa.
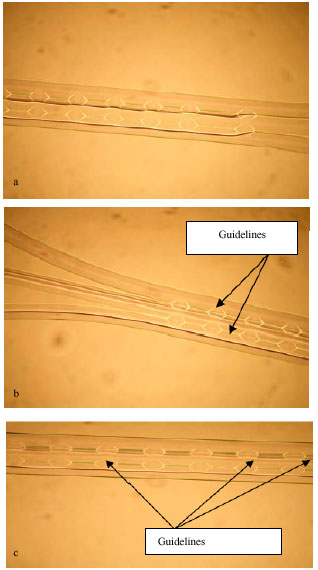 | |
| Fig. 2: | Flow pattern inside the microreactor at standard conditions: flowrate of TTA = 0.09 mL min-1, at Top lane, MeOH = 0.2 mL min-1 at bottom and 0.05 H2SO4 = 0.05 mL min-1 with 0.5 M in middle lane, (a) inlet of the reactor, (b) outlet of the reactor and (c) middle of the reactor |
To investigate the effect of the flowrates on the conversion at the same pattern of flow, catalysts with two different concentrations 1 and 0.5 M were chosen.
The selected flowrates (Runs no.1-8) were given at a stable flow pattern inside the reactor and no turbulent flow was noticed in all conducted runs. The mole fraction for this standard condition was 22% for MeOH and 37% for TAA. However this will not give an equimolar ratio for the reactant. This is due to the fact that at equimolar flowrate of MeOH and TAA reactants, there were no distinctively three lanes inside the reactor compared to the standard flowrate condition shown in Fig. 3. This is due to the low flowrate of the reactants in comparison with the standard condition, therefore the reactant and the catalyst will not fill the lane adequately and will widen the middle lane and decrease the contents of the reactants in the top and bottom lanes. Even though to assure the effect of equimolar ratio on the production of TAME two runs of experiments was conducted (Run No. 9 and 10).
| Table 1: | Experimental conditions (TAA = tert-amyl alcohol, MeOH = Methanol) |
 | |
 | |
| Fig. 3: | Inlet flowrate pattern at equimolar flow rate of TAA = 0.09 and MeOH = 0.032 mL min-1 |
Effect of the feeding position of catalyst and concentration: Figure 4 shows the result of TAME production when the feeding position of the acid was varied between top and middle inlets of the reactor at the standard flowrates of reactants.
 | |
| Fig. 4: | The effect of catalyst flowrate on TAME production for the three top, middle and bottom outlets of the micro-channel reactor |
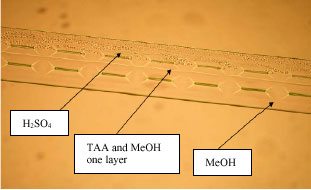 | |
| Fig. 5: | Forming micelle at the top lane of the reactor when acid is introduced through top inlet, while TAA and MeOH form one layer at the bottom and middle lanes |
When H2SO4 flowed through the top lane of the reactor (Run 3), the TAME production was higher if compared with Run 1, in which the acid was introduced in the middle inlet of the reactor. This behavior can be explained as feeding the acid from the top inlet and keeping TAA and MeOH at middle and bottom lanes, exactly below the acid flow lane, will give the chance for the two reactants to be mixed together and pull the acid towards the middle lane of the reactor and mix to react there. Therefore, we can consider the middle lane as the core of the reaction zone phase, while the other lanes as separation zones. It was also noticed that during the experimental work, when acid (H2SO4) was introduced through the top lane of the channel, the catalyst distributed itself within the TAA and MeOH which forms one lane layer and another zone of micelle at the top lane with acid (Fig. 5).
 | |
| Fig. 6: | The effect of changing the catalyst concentration from 1-0.5 M on TAME production for the three top, middle and bottom reactor outlets |
 | |
| Fig. 7: | The effect of reducing reactants flowrates on the TAME production at 1 M acid concentration to half of its standard conditions |
When the flow was reduced to half of the standard condition the yield was noticed to be higher. This may be attributed to the fact that lower flow rate, will increase the residence time inside the reactor and more reaction will develop.
Figure 6 shows the effect of reducing the catalyst concentration from 1-0.5 M at the same standard flowrates conditions. Comparing Fig. 4 and 6 clearly shows that the production of TAME was reduced significantly. The mole fraction has almost reduced ten times while the flow-rates of all other components have been kept the same. This is expected because the reaction between two alcohols is highly dependent on acid existence and concentration it is a strong acid catalytic reaction.
Effect of the reactants flowrate on TAME production: Figure 7 shows the result of reducing the reactants flowrates to half of its flow in its standard condition on TAME production, while keeping acid concentration at 1 M. The figure shows that there is a slight reduction in TAME mole fraction at the top and the middle, while there is a big reduction for TAME at the bottom outlet of the reactor compared to Fig. 4.
 | |
| Fig. 8: | The effect of acid concentration reduction from 1-0.5 M, on TAME production when the reactants flowrate reduced to half of its standard |
 | |
| Fig. 9: | Effect of equimolar ratio for reactants on the TAME production |
This behavior can be attributed to the fact that when the flow rate is reduced the bottom lane (which is MeOH) will be less in its thickness and hence the produced TAME will be distributed in that layer lowering its concentration in the bottom lane. Keep in mind that the production of TAME will be lower when the flowrates reduces.
Figure 8 shows that when the acid concentration was reduced to its half molarity, there was a clear significant reduction on TAME mole fraction in all the top, middle and bottom reactor outlets. This is clear when it is compared to Fig. 6. This behavior has been explained before.
Equimolar feed flow rate: Figure 9 shows the mole fraction of TAME at three outlets of the reactor, when the reactants fed at equimolar ratio. As is shown the mole fraction is much lower when reactants fed in equimolar base. This is due to the fact that, when the feed is adjusted according to its molar ratio the flow rates will not give the reactant the chance to fill each lane in its proper way. Therefore, if we adjust in molar ratio it is difficult to get a well distributed three phase lanes inside the reactor as mentioned before in Fig. 3. Therefore the TAME production will be less in the outlets compared to previous results.
CONCLUSIONS
The microchannel reactor was sued here successfully to produce TAME in the liquid phase reaction between methanol and ter-amyl alcohol in the presence of strong acid. The criteria here are to investigate the best flowrate for the reactants meanwhile the catalyst is an important element to keep the three lanes of the reactor fill adequately with reactants. After that the molar ratio between the reactants was adjusted. The best flowrates were calculated as follows: TTA = 0.09 mL min-1, MeOH = 0.2 mL min-1 and H2SO4 = 0.05 mL min-1. The flow rates of the reactants shows a significant effect on the production of TAME, as the flow rate of the reactants increases, TAME will decrease. This can be explained mainly with considering the distribution of the reactants in the three lanes of the reactor. This behavior has been clearly noticed when equimolar flowrates of reactants was fed to the reactor. Although it is expected to have the highest conversion when equimolar ration was fed, but a drawback of conversion was noticed as the flow pattern inside the reactor was not distributed well. This will lead to a solid conclusion that it is necessary to determine the best flowrate inside this kind of reactor and then calculate the molar ratio based on this flow.
In this study, it was clear that the concentration of acid is very important, due to the fact that it decreases the production of TAME will also decrease. This is a normal behavior as the concentration of catalyst decrease the conversion will also decrease in such catalytic reaction.
It is noticed here that there is a strong relation in the feeding place between the catalyst and the conversion on the reactants. When the catalyst is introduced at the top of the inlet of the reactor the TAME mole fraction in the outlets is higher than when the catalyst is introduced in the middle inlet of the reactor. This is due to the dynamics behavior of the fluid flow. When the catalyst is introduced in the top inlet of the reactor it will give the chance for the TAA and MeOH to be mixed in the middle lane of the reactor and serve as reaction and separation zone at the same time, while introducing the catalyst in the middle will reduce the chance for the TAA and MeOH to be mixed in the middle lane and hence the middle lane will serve as mixing and then reaction. This behavior explains why the TAME mole fraction is the highest at the middle outlets in all the experimental runs.
ACKNOWLEDGMENTS
This research will not see the light without the contribution of many people and organizations. First, Japan Student Services Organization (JASSO) whose financial support as a fellowship grant to the correspondence author during his stay in Nagoya University from the period 1st July-30 July 2006, is really appreciated. Second, Mr. Masakazu Shimizu from JASSO organization (Exchange and Followup Division) and Ms. Shina Kawazu from Nagoya University whose efforts for administration follow up and support is really appreciated. Third, Mr. Itoh from Nagoya University who the authors are indebted to for his technical support. Finally the correspondence author is grateful to Nagoya University for hospitality.
REFERENCES
- Doku, G., W. Verboom, D. Reinhoudt and A. Berg, 2005. On-microchip multiphase chemistry. A review of microreactor design principles and reagent contacting modes. Tetrahedron, 61: 2733-2742.
Direct Link - Emig, G. and M. Liauw, 2002. . New reaction engineering concepts for selective oxidation reactions. Topics Catalysis, 21: 11-24.
Direct Link - Maruyama, T., T. Kaji, T. Ohkawa, K. Sotowa, H. Matsushita, F. Kubota, N. Kamiya, K. Kusakabe and M. Goto, 2004. Intermittent partition walls promote solvent extraction of metal ions in a microfluidic device. Analyst, 129: 1008-1013.
Direct Link - Matouq, M.H. and S. Goto, 1993. Kinetics of liquid phase synthesis of methyl tert-butyl ether from tert-butyl alcohol and methanol catalyzed by ion-exchange resin. Int. J. Chem. Kinet., 25: 825-831.
CrossRef - Matouq, M., T. Tagawa and S. Goto, 1993. Liquid phase synthesis of methyl tert-butyl ether on heteropoly acid catalyst. J. Chem. Eng. Jap., 26: 254-258.
CrossRef - Matouq, M., M. Amando, T. Quitain, K. Takahashi and S. Goto, 1996. Reactive distillation for synthesizing ethyl tert-butyl ether from low-grade alcohol catalyzed by potassium hydrogen sulfate. Ind. Eng. Chem. Res., 35: 982-984.
CrossRef - Oost, C. and U. Hoffmann, 1996. The synthesis of tertiary amyl methyl ether (TAME): Microkinetics of the reactions. Chem. Eng. Sci., 51: 329-340.
CrossRef - Tagawa, T., S. Aljbour, M. Matouq and H. Yamada, 2007. Micro-channel reactor with guideline structure for organic-aqueous binary system. Chem. Eng. Sci., 62: 5123-5126.
CrossRefDirect Link - Yamakawa, T., H. Oshite, K. Katayama, T. Futami, T. Ohkawa and K. Nishizawa, 2004. Separation of water and organic solvents by use of a microreactor with plural partition walls in the center of the channel. Kagaku Kougaku Ronbunshu, 30: 95-97.
Direct Link - Yin, X., B. Yang and S. Goto, 1995. Kinetics of liquid-phase synthesis of ethyl tert-butyl ether from tert-butyl alcohol and ethanol c analyzed by ion exchange resin and heteropoly acid. Int. J. Chem. Kinet., 27: 1065-1074.
CrossRef