
Sumrerng Rukzon
Graduate School, Department of Civil Engineering, Faculty of Engineering,Khon Khen University, 40002, Thailand
Prinya Chindaprasirt
Department of Civil Engineering, Faculty of Engineering, Khon Kaen University, 40002, Thailand
Journal of Applied Sciences
Year: 2008 | Volume: 8 | Issue: 6 | Page No.: 1097-1102







ABSTRACT
This research studies the potential for using classified fly ash from Mae Moh power plant in Thailand as a pozzolanic material. Three different fly ash finenesses viz., coarse Original Fly Ash (OFA), Medium Fly Ash (MFA) and Fine Fly Ash (FFA) were used for the study. Ordinary Portland Cement (OPC) was partially replaced with fly ash at 20 and 40% by weight of binder. The water to binder ratio was kept constant at 0.5 and the flow of mortar was maintained at 110±5% with the aid of superplasticizer (SP). Compressive strength, carbonation depth and porosity test of mortars were determined. FFA has a high potential to be used as a good pozzolanic material. The use of FFA produces mortars with good strength and low porosity. The resistance to carbonation of mortar improves with partial replacement of FFA in comparison with the normal coarse fly ash. The use of FFA results in a strong and dense mortar which is due to better dispersion and filling effect as well as an increase in the pozzolanic reaction.
PDF Abstract XML References Citation
How to cite this article
Sumrerng Rukzon and Prinya Chindaprasirt, 2008. Development of Classified Fly Ash as a Pozzolanic Material. Journal of Applied Sciences, 8: 1097-1102.
DOI: 10.3923/jas.2008.1097.1102
URL: https://scialert.net/abstract/?doi=jas.2008.1097.1102
DOI: 10.3923/jas.2008.1097.1102
URL: https://scialert.net/abstract/?doi=jas.2008.1097.1102
INTRODUCTION
Fly ash, a siliceous material obtained from thermal power stations is the most common pozzolan and can be used as supplementary cementitious materials (Poon et al., 1997; Amu et al., 2005). For the construction industry, the development and use of blended cements is growing rapidly. Fly ash is receiving more attention now since their uses generally improve the properties of the blended cement concrete, cost saving and the reduction of negative environmental affects. The mechanical properties of the fly ash concrete are generally improved. Although the porosity of the paste is increased as a result of the in corporation of fly ash, the average pore size is reduced. This results in a less permeable paste (Poon et al., 1997). The interfacial zone of the interface between aggregate and the matrix is also improved as a result of incorporation of fly ash (Wong et al., 1999; Kuroda et al., 2000).
It is recognized that the addition of pozzolan generally improves the durability of concrete especially for sulphate resistance and chloride penetration (Climent and Gutierrez, 1995; Papadakis, 2000; Chindaprasirt et al., 2007). However, it reduces the calcium hydroxide in cement paste and thus increases the carbonation rate of the concrete (Isgor and Razaqpur, 2004). The aim of this research is to improve the quality of fly ash through classification to be used as a pozzolanic material. The results of the study would be beneficial for future applications of the material in increasing the durability of mortar and concrete.
MATERIALS AND METHODS
Materials: Lignite fly ash from Mae Moh power plant in the northern part of Thailand, Ordinary Portland Cement (OPC), river sand with specific gravity of 2.63 and fineness modulus of 2.82 and type-F superplasticizer (SP) were the materials used in this study. The grading analysis, Scanning Electron Microscopy (SEM) and X-ray Diffraction (XRD) were performed on OFA, MFA and FFA. The refinement and separation process is shown in Fig. 1. Three fly ash finenesses were used:
| OFA | : | Coarse original fly ash with 36% retained on a sieve No. 325 (opening 45 μm). |
| MFA | : | Medium fly ash obtained from air classification of original fly ash with 20% retained on a sieve No. 325. |
| FFA | : | Fine fly ash obtained from air classification of medium fly ash with 3% retained on a sieve No. 325. |
Mix proportions and curing: Fly ashes were used to replace OPC at dosage levels of 20 and 40% by weight of binder. Sand-to-binder ratio of 2.75 by weight and water to binder ratio (W/B) of 0.5 were used. SP was incorporated in order to obtain mortar mixes with similar flow of 110±5%. The cast specimens were covered with polyurethane sheet and damped cloth in a 23±2°C chamber. They were demoulded at the age of 1 day. For the carbonation test, the specimens were moist cured at 23±2°C until the age of 14 days and were then conditioned in the 50% R.H. chamber at 23±2°C until the time of 28 days. For compressive strength test, the specimens were moist cured at 23±2°C until the test ages. The mix proportions of mortar are given in Table 1.
 | |
| Fig. 1: | Schematic process of fly ash |
| Table 1: | Mortar mix proportions |
 | |
| Sand-to-binder ratio 2.75, W/B = 0.5, flow 110±5% | |
Compressive strength: The cube specimens of size 50x50x50 mm were used for the compressive strength test of mortar. They were tested at the age of 7, 28 and 90 days. The test was done in accordance with the ASTM C109 (2001). The reported results are the average of three samples.
Carbonation test: The carbonation test was done using 40x40x160 mm mortar bar in accordance with the procedures given in the RILEM CPC18 (RILEM Committee TC. 56, 1988). At the age of 28 days, the conditioned mortar bars were put in the carbonation chamber with 5% CO2 concentration at 50% RH and 23±2°C. After the carbonation time of 7, 28 and 90 days, the bars were broken at one end and the phenolphthalein solution was sprayed onto the fresh surface to observe the carbonation depth. The average depth of the carbonation was determined using the digital photography of the sprayed surface.
X-ray diffraction (XRD): For the XRD analysis, the samples were prepared in the same manner as the carbonation test. After a period of 90 days in 5% CO2 chamber, the samples were broken at one end and the carbonation depth of sample was ground using a ball mill and sieved through a sieve No. 100 (opening 150 μm). The powder sample was used to determine the amount of Ca(OH)2 in the XRD analysis.
Porosity tests: For porosity test, the cylinder samples of 100 mm in diameter and 200 mm in height were prepared in accordance with ASTM C39 (2001). They were tested at the age of 7, 28 and 90 days. After being cured in water, they were cut into 50 mm thick slices with the 50 mm ends discarded. They were dried at 100±5°C until constant weight was achieved and were then placed in desiccators under vacuum for 3 h. The set-up was finally filled with de-aired, distilled water to measure the porosity of the mortar. The porosity was calculated using Eq. 1.
(1) |
| Where: |
| Porosity (%) | = | Vacuum saturated porosity |
| Wa | = | The weight of specimen in the air at saturated condition (g) |
| Wd | = | The dry weight of the specimen after 24 h in oven at 100±5°C (g) and |
| Ww | = | The weight of the specimen in water (g) |
This method has been used to measure the porosity of the cement-based materials successfully (Papadakis et al., 1992; Cabrera and Lynsdale, 1988; Rossignolo and Gnesini, 2004; Gonen and Yazicioglu, 2007). The reported results are the average of two samples.
RESULTS AND DISCUSSION
Characteristics of OPC, OFA, MFA and FFA: The Blaine fineness of OPC is 3600 cm2 g-1. The Blaine fineness of the OFA is 3200 cm2 g-1. The finenesses of the classified MFA and FFA are 3800 and 5700 cm2 g-1, respectively (Table 2). The specific gravity of the OPC, OFA, MFA and FFA are 3.14, 2.24, 2.39 and 2.45, respectively. The particle size distributions as shown in Fig. 2 reveal that FFA is finest followed by MFA and OFA. The mean particle size of the material used from the finest to the coarsest are as follows: FFA 4.9 μm, MFA 16 μm and OFA 31.7 μm. The mean particle size of OPC is 15 μm. The chemical characteristics of Portland cement and fly ashes are given in Table 3. There are no significant differences in chemical compositions of fly ash of different finenesses. Fly ash in this experiment is a Class F fly ash with 74% of SiO2 + Al2O3 + Fe2O3, 2.2% of SO3 and 2.5% of LOI meeting the requirement of ASTM C618 (2001). However, as this fly ash is from lignite, the CaO content is rather high at 14.4%. The SEM photo of fly ash as shown in Fig. 3 reveals that original fly ash consists of a large range of particle sizes. The particles are spherical in shape but the surfaces of the large particles are usually rough. After being classified, FFA mainly consists of small spherical particles with a smooth surface.
 | |
| Fig. 2: | Particle size distributions of FFA, OPC, MFA and OFA |
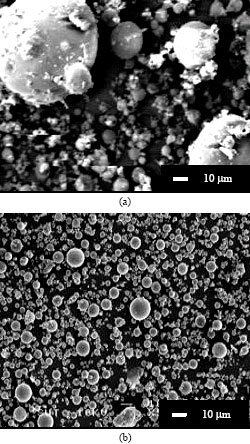 | |
| Fig. 3: | SEM of (a) coarse original fly ash and (b) fine fly ash |
Superplasticizer (SP) requirement: The SP requirements of the mortar mixtures to produce a similar flow are shown in Table 1. The incorporation of fly ash reduces the SP content of the mixes. The SP content of OPC mortar is 1.9% and those of 20%FFA and 40%FFA mortars are only 0.4 and 0.1% by weight of binder. The reduction of SP requirement is associated with the ball-bearing effect of the small spherical particles of FFA. The incorporation of MFA particles slightly increases the SP requirements in comparison with those of the FFA mortars. The SP contents of 20 and 40%MFA mortars are 0.7 and 0.3%, respectively. The incorporation of OFA particles slightly reduces the SP requirements owing to its large spherical particles with rough surface. The SP contents of 20 and 40%OFA mortars are 0.8 and 0.5%, respectively.
| Table 2: | Physical properties of OPC, OFA, MFA and FFA |
 | |
| Table 3: | Chemical composition of OPC, OFA, MFA and FFA |
 | |
Results of compressive strength: The results of compressive strength of mortars are given in Table 4. The strength development of OPC mortar is rather good. The strengths of 7, 28 and 90 days are 43.5, 57.0 and 60.0 MPa. At 20% replacement, the strengths of mortars containing OFA, MFA and FFA are also high between 93 and 106% of OPC mortar at the same age. For 40% replacement level, reductions in strength at 7 days are apparent for mixes containing OFA, MFA and FFA. Their 7-day strengths are 74-76% of that of OPC mortar at the same age. At the age of 90 days, strengths of OFA, MFA and FFA mortar are 92-106% of that of OPC mortar at the same age. The low early strengths and later age strength development are the common feature of pozzolanic materials.
Carbonation depth: The results of the carbonation depths of the mortar specimens subjected to accelerated testing condition are shown in Fig. 4. An incorporation of fly ash in place of Portland cement increases the carbonation depth in comparison with the use of normal OPC. The depth of carbonation after a period of 90 days in the 5% CO2 chamber of 20%OFA, 20%MFA and 20%FFA mortars are 10.0, 5.0 and 4.5 mm, respectively, while the depth of carbonation at the same age of OPC mortar is only 3.8 mm.
 | |
| Fig. 4: | Carbonation depth of mortars |
| Table 4: | Compressive strength of mortars |
 | |
| Sand-to-binder ratio 2.75, W/B = 0.5, flow 110±5% | |
The depth of carbonation after a period of 90 days in the 5% carbon dioxide chamber of 40%OFA, 40%MFA and 40%FFA mortars are 13.0, 10.0 and 8.0 mm. Similar findings of the increase in the carbonation depth owing to an incorporation of fly ash have been reported (Isgor and Razaqpur, 2004; Papadakis, 2000). The increase in carbonation is less with the medium and the fine fly ash in the mortars. In other words, the carbonation decreases when the finer fly ash is used. Furthermore, it has been shown that the average pore size of the paste of the finer fly ash is smaller than that of the coarser fly ash and ordinary Portland cement mortars. The reduction in the average pore size together with the reduction in the SP would reduce the carbonation of the mortar. It should be noted here that the use of finer fly ash results in an increase in hydration of paste in comparison with that of the coarser fly ash and thus should theoretically reduce the amount of calcium hydroxide in the paste to a certain extent. The carbonation depth of the OFA mortar is clearly higher than those of the MFA and FFA mortars. This suggests that the carbonation of the fly ash mortar is clearly affected by the fly ash fineness. The use of fine fly ash results in a lower carbonation in comparison to the coarser fly ash owing to the better dispersion and filler effect of the finer fly ash despite the higher pozzolanic activity. This makes the mortar denser and, hence, better resistant to the ingression of carbon dioxide.
 | |
| Fig. 5: | X-ray diffraction patterns of OFA, MFA and FFA |
 | |
| Fig. 6: | XRD patterns of OPC, 20%OFA, 20%MFA and 20%FFA mortars at 90 days |
XRD analysis: The XRD patterns of OFA, MFA and FFA are shown in Fig. 5. There are little differences between the XRD patterns of MFA and FFA. It is known that fly ash consists of a grassy matrix with crystalline phases like quartz, mullite, hematite, anhydrite, lime and so on. For Mae Moh fly ash, quartz is commonly found as the crystalline compound in OFA, MFA and FFA. In this work, the grassy phase content of the finer fly ash was higher than that of the coarser fly ash. Figure 6 shows the XRD patterns of the 20%OFA, 20%MFA and 20%FFA mortar at 90 days (with 5% CO2) while XRD patterns of 40%OFA, 40%MFA and 40%FFA mortars at the same age (with 5% CO2) are shown in Fig. 7. The results show that the intensity peaks of Ca(OH)2 in the XRD patterns decrease significantly with the increase in fly ash content. It is well known that Ca(OH)2 consumption in a blended cement mortar is related to the degree of pozzolanic reaction. In addition, factors affecting the pozzolanic reactivity are fineness and the glassy phase content of the fly ash. Fly ash with a high percentage of grassy phases tends to be more reactive than those with a less percentage of glassy phases. In this study, the classified fly ash (FFA), which had a smaller size and higher glassy content, had a larger surface area to provide the silica and alumina compounds for higher pozzolanic activity than the coarse Original Fly Ash (OFA).
 | |
| Fig. 7: | XRD patterns of OPC, 40%OFA, 40%MFA and 40%FFA mortars at 90 days |
Porosity results: The results of the porosity of mortar at 7, 28 and 90 days are shown in Fig. 8. At the age of 7 days, the porosities of mortars containing 20% of OFA, MFA and FFA are lower than those of the OPC mortars at all ages. At this low level of replacement, the filler effect of pozzolan modifies pore and reduces the porosity of mortars. The mortar containing FFA gives slightly less porosity than those of MFA and OFA. In other words, FFA is slightly more effective in modifying pore and reduces the porosity of mortar. The porosity at 7 day of 20% FFA mortar is 17.3% in comparison with 17.8, 17.7 and 17.5% of OPC, OFA and MFA mortars. At high replacement level of 40%, the porosities of the mortars containing fly ash increases in comparison with that of the OPC mortar. At the age of 7 days, the porosities of 40%OFA, 40%MFA and 40%FFA mixes are 24.8, 22.2 and 21.0% which is significantly larger than 17.8% of the OPC mortar.
The increase in porosity with an incorporation of a large amount of pozzolans results from the reduction in the amount of OPC. This results in less hydration products especially at the early age where the pozzolanic reaction is small. The porosities of the mortars reduce with an increase in age as expected. This is due to the increase in the hydration of cementitious materials. At a later age of 90 days, the porosities of the mortars containing fly ash reduce to slightly higher values than that of OPC mortar owing to the pozzolanic reaction of fly ash. The porosities of 40% OFA, 40% MFA and 40% FFA mixes at 90 days are 14.5, 13.4 and 12.7% as compared to 12.8% of OPC mortar at the same age. When all ages are considered, this range stretched from 12.0 to 24.8%. It is important to note that this range of porosity values corresponded to compressive strength over the range 32.0 to 63.5 MPa (Fig. 9).
 | |
| Fig. 8: | Porosity of FFA, OPC, MFA and OFA mortars |
 | |
| Fig. 9: | Relationship between compressive strength and porosity |
The addition of FFA fly ash, whose particles are finer than those of Portland cement causes segmentation of large pores and increases nucleation sites for precipitation of hydration products in cement paste. This increases the hydration and refines the pore structure of paste. The increase in hydration leads to a reduction of calcium hydroxide in paste. With regard to permeability, the incorporation of pozzolan such as fly ash reduces the average pore size and results in a less permeable paste (Climent and Gutierrez, 1995). It has also been shown that reactive FFA can be used to produce good quality concrete with reduced porosity. Therefore, the incorporation of FFA increases nucleation sites for precipitation of hydration products, reduces Ca(OH)2 and improves the permeability of mortar. These factors contribute to the improvement in the resistance to carbonation of mortar with fine fly ash being the most effective, followed by medium fly ash and coarse original fly ash.
CONCLUSION
It can be concluded that the differences in the chemical compositions of the fly ash of different finenesses from the same batch are small. Fine fly ash reduces the amount of SP and improves the strength of the mortar as compared to the coarse original fly ash. The carbonation is also affected by the fineness of fly ash. Partial replacement of Portland cement type I with fly ash increases the carbonation of mortar as a result of a decrease in the Ca(OH)2 content of the hydration products of the cement. The use of finer fly ash results in a relatively low carbonation in comparison with that of the coarser original fly ash owing to the better dispersion and filler effect despite an increase in the pozzolanic reaction. FFA can be used as a good pozzolans to replace part of Portland cement in making mortar with relatively high strength and low porosity. Spherical FFA particle helps reduce the amount of SP to produce mortar with similar flow. On the other hand, MFA and OFA with larger particles increases the amount of SP required. The intensity peak of Ca(OH)2 of blended cement mortars containing fly ash decrease with the increase in fly ash content and fineness. The hydration reaction, pozzolanic reaction and nucleation effect were enhanced by the incorporation of fine fly ash. Therefore, fly ash has a high potential to develop to be a good pozzolanic material, if it is improved to have high fineness.
ACKNOWLEDGMENTS
The authors would like to acknowledge the financial supports of Rajamongala University of Technology, Sustainable Infrastructure Research and Development Center, Khon Kaen University, School of Graduate Studies and research grant from Faculty of Engineering, Khon Kaen University.
REFERENCES
- Amu, O.O., A.B. Fajobi and S.O. Afekhuai, 2005. Stabilizing potential of cement and fly ash mixture on expansive clay soil. J. Applied Sci., 5: 1669-1673.
CrossRefDirect Link - Cabrera, J.G. and C.J. Lynsdale, 1988. A new gas permeameter for measuring the permeability of mortar and concrete. Mag. Concr. Res., 40: 177-182.
CrossRefDirect Link - Chindaprasirt, P., S. Rukzon and V. Sirivivatnanon, 2007. Resistance to chloride penetration of blended portland cement mortar containing palm oil fuel ash, rice hush ash and fly ash. Constr. Build. Mater.
Direct Link - Climent, M.A. and C. Gutierrez, 1995. Proof by UV-visible modulated reflectance spectroscopy of the breakdown by carbonation of the passivating layer on iron in alkaline solution. Surface Sci., 330: 651-656.
CrossRefDirect Link - Gonen, T. and S. Yazicioglu, 2007. The influence of compaction pore on sorptivity and carbonation of concrete. Constr. Build. Mater., 21: 1040-1045.
Direct Link - Isgor, O.B. and A.G. Razaqpur, 2004. Finite element modeling of coupled heat transfer, moisture transport and carbonation processes in concrete structures. Cem. Concr. Compos., 26: 57-73.
Direct Link - Kuroda, M., T. Watanabe and N. Terashi, 2000. Increase of bond strength at interfacial transition zone by the use of fly ash. Cem. Concr. Res., 30: 253-258.
Direct Link - Papadakis, V.G., M.N. Fardis and C.G. Vayenas, 1992. Hydration and carbonation of pozzolanic cements. ACI Mater. J. Tech. Paper, 89: 119-130.
Direct Link - Papadakis, V.G., 2000. Effect of supplementary cementing materials on concrete resistance against carbonation and chloride ingress. Cem. Concr. Res., 30: 291-299.
Direct Link - Poon, C.S., Y.L. Wong and L. Lam, 1997. The influence of different curing conditions onthe pore structure and related properties of fly-ash cement pastes and mortars. Constr. Build. Mater., 11: 383-393.
CrossRefDirect Link - Rossignolo, J.A. and A.M.V. Gnesini, 2004. Durability of polymer-modified lightweight aggregate concrete. Cem. Concr. Compos., 26: 375-380.
CrossRefDirect Link - Wong, Y.L., L. Lam, C.S. Poon and F.P. Zhou, 1999. Properties of fly ash-modified cement mortar-aggregate interfaces. Cem. Concr. Res., 29: 1905-1913.
CrossRefDirect Link