
A. Doniavi
Department of Mechanical Engineering, University of Urmia, Ermia, Iran
M. Eskandarzade
Department of Mechanical Engineering, University of Urmia, Ermia, Iran
M. Tahmasebian
Department of Mechanical Engineering, University of Urmia, Ermia, Iran
Journal of Applied Sciences
Year: 2007 | Volume: 7 | Issue: 17 | Page No.: 2509-2513







ABSTRACT
Surface quality is of great importance for the functional behavior of mechanical parts. Surface roughness in addition to tolerances imposes one of the most critical constrains for cutting parameters selection in manufacturing process planning. Productivity for the finish turning can be improved by optimal selection of related parameters. The attempt of this study is to develop an imperial model with the use of response surface methodology that is widely adapted tool for the quality engineering field. The established predictive model shows that the feed rate was found to be main influencing factor on the surface roughness. It is increased with increasing the feed rate. But decrease with increasing cutting speed. The results for analysis of variance show that the first order term of depth of cut is not significant. But the first order term of cutting speed and feed rate are significant.
PDF Abstract XML References Citation
How to cite this article
A. Doniavi, M. Eskandarzade and M. Tahmasebian, 2007. Empirical Modeling of Surface Roughness in turning process of 1060 steel using Factorial Design Methodology. Journal of Applied Sciences, 7: 2509-2513.
DOI: 10.3923/jas.2007.2509.2513
URL: https://scialert.net/abstract/?doi=jas.2007.2509.2513
DOI: 10.3923/jas.2007.2509.2513
URL: https://scialert.net/abstract/?doi=jas.2007.2509.2513
INTRODUCTION
Cutting Process is a highly non linear phenomenon. There are many reasons, such as non-linear relations between stress and strain or stress and temperature or chemical kinetics and solid-state reactions in the material for non linearity in cutting process. Other sources involve nonlinear geometry such as contact forces or tool-work piece separation (Francis et al., 2001).
The considerable research efforts have been devoted to study the non linear phenomena in machine-tool operations. Non-linear dynamics approach has employed by Marghitu et al. (2001) to analyze the interaction between cutting tool and disk work piece. The harmful vibrations called chatter may influence turning process and cause to poor surface quality and reduced dimensional accuracy of manufactured work piece. The method based on dynamics of cutting has proposed by Gradisek et al. (1998a) for chatter detection in turning on a lathe. the analysis of time series from stochastic process to examine whether the transition from chatter-free cutting to chatter resemble the Hopf bifurcation during cutting on a lathe have came in the investigation of Gradisek et al. (2002). With an increase of cutting depth the cutting regime is changed from chatter-free to chatter. Differences between these two cutting regimes (chatter-free cutting and cutting accompanied by chatter) have been described by Gradisek et al. (1998b) using non linear characteristics. Their research shows that chatter-free cutting is a high-dimensional process, while the onset of chatter significantly alters the process dynamics, reduces dimensionality and increase the predictability of the process. Litak et al. (2004) has employed Fourier transform to experimental time series to investigate vibrations generated in a straight turning process.
Surface roughness is widely used as a quality index of manufacturing processes. Surface quality is of great importance for the functional behavior of mechanical parts (Şahin and Motorcu, 2004). It has been an important design feature and quality measure in many situations such as parts subject to fatigue loads, precision fits, fastener holes and esthetic requirements. Furthermore, surface roughness in addition to tolerances imposes one of the most critical constrains for cutting parameter selection in manufacturing process planning (Özel and Karpat, 2005). It is significantly affected by turning parameters. So by choosing effectively parameters and finding optimal points it can be improved productivity for the finish turning.
The attempt of this study is to develop an empirical model with the use of extracted experimental data. In this study to obtain our goals we used response surface methodology that is a widely adopted tool for the quality-engineering field. The response surface methodology comprises regression surface fitting to obtain approximate responses, design of experiments to obtain minimum variance of responses and optimizations using the approximated responses.
DESIGN OF EXPERIMENT
Experimental design is a critically important engineering tool for improving of process. Designed experiments can often be applied in the product design processes. This will produce information concerning which factors are most influential one and through use of this information the design can be improved.
The global form of the observed response is,
| (1) |
Where yij is the (ij) the observation, μ is a parameter common to all factors called the overall mean, τi, is a parameter associated with the factor level called the (I)the factor effect and εij is a random error component.
In design of experiment techniques, it is interested to test the equality of the a factor level means (Montgomery, 1996).
| (2) |
That is, if the null hypothesis is true, then each observation is made up of the overall mean μ plus a realization of the random error εij. The fundamental analysis of variance equation in test procedure for the hypotheses in Eq. 2 is,
| (3) |
Also, it can be written symbolically as,
| (4) |
Where, SST is the total sum of squares, SSFactor is called the sum of squares due to the Factor and SSE is called the sum of squares due to error.
If SSFactor is large, it is due to differences among the means at the different factor levels. Thus, by comparing the magnitude of SSFactor to SSE it can be seen that how much variability is due to changing factor levels and how much is due to errors. This comparison leads to a statistical test based on F distribution for the equality of the factor means using the test static (Fairchild, 1998),
| (5) |
Where, MSFactor and MSE are the Mean Square Error and Mean Square for Factor levels, respectively. They can be extract by dividing of SSFactor and SSE to there number of degrees of freedom.
If ![]() , we may conclude that the factor-level means are different.
, we may conclude that the factor-level means are different.
One most important stage in using of DOE is selecting a suitable design. The designs can be full factorial, fractional factorial, Taguchy orthogonal arrays, Latin hyper cube, Box-Behnken, central composite and etc. choosing of an initial DOE is problem depend and is based on the number of independent variables in the model, the overall accuracy desired and the behavior of the response (Noordin et al., 2004).
Where, there are many variables that are involved at process design and improvement, factorial experimental designs are the best choice. In this situation if the number of levels is limited in two ones, the great effectiveness can be achieved in industrial experimentation.
Surface quality in turning: Turning is a manufacturing process in which a work piece is held and rotated about its longitudinal axis on a machine tool called a lathe. Cutting tools mounted on the lathe are fed into the work piece to remove material and thus produce the required shape. The principal surfaces machined are concentric with the longitudinal axis of the work piece.
Surface finishes that can be maintained in turning vary depending upon the machine and operating parameters are used, the work piece, setup rigidity and other variables. Better smooth surface finishes can be produced particularly with precision machines and tools but several cuts are generally required, resulting in increased manufacturing costs.
Cutting speed in generally given in surface meters per minute (m min‾1), which is the rate at the work piece surface moves past the cutting tool. Feed rate is the rate at which the tool advances along its cutting path. It is expressed in millimeters per revolution (mm rev‾1). Depth of cut is the thickness of the layer of material removed from work piece surface, expressed in millimeters.
Turning conditions: After randomizing the rank orders with the use of Design of Expert Software, it provided work sheets and the experiments were done based on these work sheets. The lathe used for cutting tests equipped with spindle speed up to 2000 rpm. The cutting tools were coated carbide grade k10 inserts. And the material used in this research was AISI 1060 steel that was cut into bars with 20 mm diameter and 250 mm length. Table 1 show the cutting conditions have used.
| Table 1: | The cutting conditions |
 | |
| Table 2: | ANOVA table for response surface |
 | |
| NS = Not Significant | |
ANOVA Analysis: The analysis of variance (ANOVA) was used to check the adequacy of the quadratic model. However, some errors typically results in this model from measurement error, the effects of variables not included in the experiment, variation due to chance causes in the process and so on (Onwubolu, 2005). Table 2 shows the ANOVA Table of response surface quadratic model for Surface roughness. The Model F-value of 65.62 implies the model is significant.
Values of Prob > F less than 0.0500 in Table 2 indicate that the model terms are significant. This is desirable as it indicates that the terms in the model have significant effect on the response. However, the first order term of Depth of Cut is not significant.
First-order model: Suppose that the response variable Rz, can be predicted as linear combination of independent variables such as cutting speed, feed rate and depth of cut as follows,
| (6) |
Where; Rz is the surface roughness in μm, V is the cutting speed (m min‾1), f is the Feed rate (mm rev‾1), d is the depth of cut (mm), c0, c1, c2, c3, are constants.
The regression analysis technique using least squares estimation was applied to compute the coefficients of the model for surface roughness (Rz), the following model for a determined is given:
| (7) |
Second-order model: Suppose that the response variable Rz, can be predicted by quadratic model as follows,
| (8) |
Where; Rz is the surface roughness in μm, v is the cutting speed (m min‾1), f is the federate (mm rev‾1), d is the depth of cut (mm), are constants.
Table 3 shows the resulting ANOVA table for reduced quadratic model. The results second-order model will be:
 | (9) |
| Table 3: | The resulting ANOVA table for reduced quadratic model |
 | |
| NS: Not Significant | |
| Table 4: | Model summary static |
 | |
As in Table 4, R-Squared value is high, close to 1, which is desirable. The predicted is in reasonable agreement with the adjusted R-Squared.
The adjusted R-Squared value is particularly useful when comparing models with different number of terms (Choudhury and El-Baradie, 1999). This comparison is however done in the background when model reduction is taking place. Adequate precision compares the range of the predicted values at design points to the average prediction error. Ratios greater than 4 indicate adequate model discrimination. In this particular case the value is well above 4.
EXPONENTIAL MODEL
The proposed relationship between the surface roughness and machining independent variables can be represented by the following:
| (10) |
Where; Rz is the surface roughness in μm, v is the cutting speed (m min‾1), f is the federate (mm rev‾1), d is the depth of cut (mm), ε is random error and ![]() are constants.
are constants.
A linear model can be obtained for surface roughness by applying a logarithmic transformation to Eq. 10.
| (11) |
Equation 11 may be represented by the following general statistical form:
| (12) |
ε is random error and b values are the estimates of model parameters.
Where ![]() is the estimated response of surface roughness on logarithmic scale, y is the measured response on logarithmic scale,
is the estimated response of surface roughness on logarithmic scale, y is the measured response on logarithmic scale, ![]()
Thus
| (13) |
| (14) |
Figure 1 shows the estimated Rz as a function of Cutting speed and Feed rate, the height of the surface represents the value of Rz.
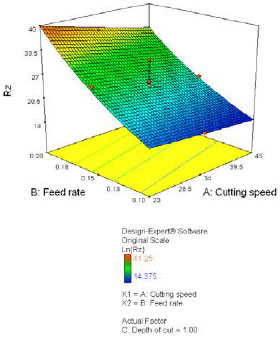 | |
Fig. 1: | Rz(μm) as a function of cutting speed (m min‾1) and feed rate (mm rev‾1) |
 | |
| Fig. 2: | Graf shows the single effect of cutting speed (m min‾1) |
 | |
| Fig. 3: | Graf shows the single effect of depth of cut (mm) |
Figure 2 and 3 show the single effect of cutting speed and depth of cut, respectively.
RESULTS AND DISCUSSION
This research presented a factorial experimentation approach to studding the impact of turning parameters on surface roughness. The results show that depth of cut does not impact the surface roughness in the studied range, which could be used to improve productivity if it would not worsen the surface microstructure of the material and the dimensional and geometric accuracy.
The results for analysis of variance for the second-order model reveal that the interaction terms and the square terms are statistically insignificant.
The established equation clearly shows that the feed rate is the most influencing factor on surface roughness. However, it follows by cutting speed. Surface roughness increased by increasing feed rate while decrease with increasing cutting speed.
REFERENCES
- Gradisek, J., E. Govekar and I. Grabec, 1998. Using coarse-grained entropy rate to detect chatter in cutting. J. Sound Vibr., 214: 941-952.
Direct Link - Gradisek, J., E. Govekar and I. Grabec, 1998. Time series analysis in metal cutting: Chatter versus chatter-free cutting. Mech. Sys. Sign. Process, 12: 839-854.
Direct Link - Gradisek, J. and I. Grabec, 2002. Stochastic dynamics of metal cutting: Bifurcation phenomena in turning. Mech. Sys. Sign. Process, 16: 831-840.
Direct Link - Litak, G., R. Rusinek and A. Teter, 2004. Nonlinear analysis of experimental time series of a straight turning process. Meccanica, 39: 105-111.
Direct Link - Noordin, M.Y., V.C. Venkatesh, S. Sharif, S. Elting and A. Abdullah, 2004. Application of response surface methodology in describing the performance of coated carbide tools when turning AISI 1045 steel. J. Mat. Process. Technol., 145: 46-58.
CrossRefDirect Link - Onwubolu, G.C., 2005. A note on surface roughness prediction model in machining of carbon steel by PVD coated cutting tools. Am. J. Applied Sci., 2: 1109-1112.
CrossRefDirect Link - Ozel, T. and Y. Karpat, 2005. Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. J. Mach. Tools Manufact., 45: 467-479.
Direct Link - Sahin, Y. and A.R. Motorcu, 2004. Surface roughness prediction model in machining of carbon steel by PVD coated cutting tools. Am. J. Applied Sci., 1: 12-17.
CrossRefDirect Link