
A.M. Mimi Sakinah
Faculty of Chemical Engineering and Natural Resources,
University of College Engineering and Technology of Malaysia (KUKTEM), Ruantan Pahang, Malaysia
A.F. Ismail
Membrane Research Unit, Faculty of Chemical Engineering and Natural Resources,
University Technology of Malaysia, 81310 Skudai Johor, Malaysia
Rosli Md Illias
Department of Bioprocess Engineering, Faculty of Chemical Engineenng and Natural Resources,
University Technology of Malaysia, 81310 Skudai Johor, Malaysia
Osman Hassan
School of Chemistry and Food Science, Faculty of Science and Technology,
Universiti Kebangsaan Malaysia, 43000 Bangi Selangor, Malaysia
Journal of Applied Sciences
Year: 2007 | Volume: 7 | Issue: 15 | Page No.: 2028-2032







ABSTRACT
This study investigated on the fouling mechanisms in ultrafiltration membrane during separation of cyclodextrins from starch and CGTase. The Resistance-In-Series Model was used to identify the responsible hydraulic resistances. The result showed that the weak adsorption fouling resistance (ra1) was the main factor that contributed the rate and extent of flux decline. Moreover the significant organic fouling that is contributed by starch, CDs, CGTase and intermediate by-products in organic colloids and/or macromolecular revealed that the fouling potential was ra1> rg > rcp > ra2. The overall results indicate that the fouling mechanism consists of pore mouth adsorption and subsequently narrowing of the pores as those components (starch and CGTase) are small enough not to be excluded by steric considerations. In the latter stage unreacted starch would be accumulated to form gel/cake layer. The measured flux recovery of enzymatic membrane reactor for CDs production was about 95%.
PDF Abstract XML References Citation
How to cite this article
A.M. Mimi Sakinah, A.F. Ismail, Rosli Md Illias and Osman Hassan, 2007. Development of Enzymatic Membrane Reactor (EMR) for Cyclodextrins Production. Journal of Applied Sciences, 7: 2028-2032.
DOI: 10.3923/jas.2007.2028.2032
URL: https://scialert.net/abstract/?doi=jas.2007.2028.2032
DOI: 10.3923/jas.2007.2028.2032
URL: https://scialert.net/abstract/?doi=jas.2007.2028.2032
INTRODUCTION
Cyclodextrins (CDs) are cyclic oligosaccharide composed of α-1,4-glycosidic-linked glucosyl residues produced from starch or starch derivatives using cyclodextrin glucosyltransferase (CGTase). CDs can solublize hydrophobic materials and entrap volatile components by forming inclusion complexes with organic compounds and thus enhance their chemical and physical properties. These properties have led to the commercial application of CDs (Hanan et al., 2005; Biwer et al., 2002) in food, pharmaceutical, cosmetic, agricultural and plastic industries as emulsifiers, antioxidants and stabilizing agent (Szejtli, 1997). However, the extensive use of CDs is still restricted by high production cost of CDs (Kim et al., 1993).
CDs can be synthesized using chemical process or through enzymatic reactor. CGTase is an enzyme which capable of converting starch and related substrate into CDs. The CDs can be separated using selective chemical precipitation, chemical precipitation coupled with filtration or an integrated reaction-purification system utilizing size exclusion separation mode such as membrane separation(Kyunng et al., 1996; Lucyna et al., 2002). In membrane separation, the starch source, CGTase and CDs can be selectively separated from the reaction mixture by the action of a driving force across the membrane (chemical potential, pressure, electric field) that causes the movement (diffusion, convection, electrophorectic migration) of solutes (Lopez et al., 2002). The CGTase and starch degradation products were retained within the system by membrane, allowing the establishment of a continuous operation with starch and enzyme feed and CDs withdrawal (Giono and Drioli, 2000; Prazeres and Cabral, 2001).
The combination of membrane separation and enzymatic reactor are called Enzymatic Membrane Reactor (EMR). In this study, the membrane was locally tailor-made from polyethersulfone (PES). The employed ultrafiltration hollow fiber membrane has a molecular weight cut-off (MWCO) of 32000 Dalton and was horizontally assembled besides the enzymatic reactor.
The EMR present advantages such as high enzyme loads, prolonged enzyme activity, high flow rates, reductions in costs, energy and waste products by recycling, easy reactor operation and control, straightforward scale-up to large systems and high yields of pure material (Giono and Drioli, 2000; Prazeres and Cabral, 2001; Katchalski, 1993). Although there are many advantages of membrane, the application of membrane technology in EMR is still limited. This is due to the fouling problem which reduces the membrane performance. Fouling can be defined as a declination in flux with time of operation due to the increment of hydraulic resistance. Parallel with this scenario, this study has been made to focus in determining fouling characteristics associated with types of fouling mechanisms occurred, hydraulic resistances quantitatively and maximum achieved flux recovery during separation of CDs.
MATERIALS AND METHODS
Experimental system: The EMR system was developed to evaluate the performance of our locally tailor-made hollow fiber ultrafiltration membrane. As shown in Fig. 1, the EMR system is comprised of an enzymatic stirred reactor with installed temperature controller, a membrane module unit, a pump, feed and retentate pressure gauges.
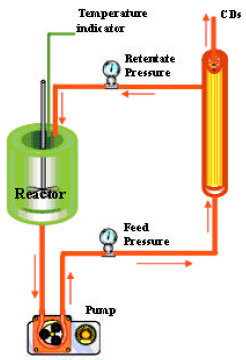 | |
| Fig. 1: | Schematic diagram of EMR system |
The ultrafiltration membrane module has a length of 30 cm and a diameter of 22 cm. The home-made PES membrane with a MWCO of 32,000 Dalton was used in this experiment. Membrane diameter and effective area are respectively 600 μm and 0.027 m2. The enzymatic reactor consists of a stainless steel vessel with a mechanical stirrer attached. This vessel was filled with 2% wt of raw tapioca starch solution mixed with CGTase enzyme (200 μL/100 mL reaction volume which has an enzyme activity of 0.8 unit mL–1 -optimal conditions suggested by Novo Nordisk, Denmark). The reaction mixture was continuously pumped to the membrane module and recycled back to the enzymatic reactor. The temperature and pH of the enzymatic reactor was maintained at 60°C and 6.0, respectively. The operational transmembrane pressure (TMP) for membrane filtration was kept constant at 2 bars.
Resistances-in-series model : There are 5 parameters of membrane resistance-in-series model based on Darcy’s law which were used to quantify their influences on flux decline(Jaeweon et al., 2000):
 | (1) |
Where Jv is flux through the membrane (cm/s), ΔP is the transmembrane pressure (Pa), μ is the dynamic viscosity (Pa s or g s cm–1), rm is the membrane hydraulic resistance, rcp is the concentration polarization resistance, rg is the gel layer resistance, ra1 is the weak adsorption resistance, ra2 is the strong adsorption resistance (all resistance are in cm–1). It is also noted that the osmotic pressure is considered into the concentration polarization. In this study, there several types of resistances contributed to both reversible and irreversible fouling mechanisms. The concentration polarization (rcp) and gel layer resistance (rg) were assumed as reversible fouling mechanisms which could be removed by water. However, the weak and strong adsorptions were categorized as an irreversible fouling mechanism. The weak adsorption was removed by chemical cleaning, while the strong adsorption remained onto the membrane surface.
The distilled water (DI) and reaction mixture were cross-flow filtered using the following procedure to obtain all hydraulic resistances quantitatively. Clean water was first filtered through the membrane to obtain the pure water flux of membrane (Jpwp) until a constant flux was achieved. Then, the reaction mixture was fed and the permeate rate was monitored over the time. After the permeate rate reached a constant value (that is, the permeate of fouled membrane), DI replaced the reaction mixture and the applied pressure was released to remove the concentration polarization layer. The next Jpwp of the membrane was taken in order to determine the concentration polarization resistance value. The fouled membrane was then rinsed with DI at higher applied pressure. This procedure was to ensure the gel layer was totally removed from the membrane surface. Next a third Jpwp was taken so that rg value could be determined. The membrane was then rinsed with 0.1M NaOH solution for 20 minutes in order to dissolve the weak adsorption layer off the membrane surface and pores. Next the fourth Jpwp was measured and the ra2 were calculated using Eq. 1.
RESULTS AND DISCUSSION
Resistance-In-Series model analysis: The resistance-in-series model was used in this study to obtain the hydraulic resistances (m–1) exhibited during CDs separation. The values of the hydraulic resistance in this study are shown in Fig. 2. As shown in Fig. 2, the responsible fouling mechanism that mainly controlled the permeability of membrane was the irreversible fouling. This was well supported by the highest value of weak adsorption resistance (ra1) followed by gel layer resistance (rg), concentration polarization resistance (rcp) and strong adsorption resistance (ra2). The amount of the hydraulic resistance can also be converted into the ratio of the hydraulic resistance to the amount of the total hydraulic resistance as shown in Table 1. Based on Table 1, the result showed that the membrane hydraulic resistance was about 56% of the total hydraulic resistance. This is due to the intrinsic property of the membrane. However, the weak adsorption resistance, gel layer resistance, concentration polarization resistance and strong adsorption resistance were exhibited about 16, 14, 11 and 3% of the total hydraulic resistances, respectively. The weak adsorption (ra1) was found to be the main determinant of the rate and extent of flux decline. This is due to the precipitation of solute (CGTase and CDs) onto the membrane surface and pores.
The specific mechanisms may include pore mouth adsorption and subsequently narrowing off the pores as this component is small enough not to be excluded by steric considerations.
| Table 1: | Percentages of hydraulic resistance of the PES UF membrane in separation of CDs |
 | |
 | |
| Fig. 2: | Hydraulic resistances of the EMR system by using the resistance-in-series model |
Nevertheless, the gel layer resistance (rg) was is due to the formation of a starch deposit located on the upper surface of the membrane. The initial fouling in this system was determined almost entirely by the convective deposition of these large particles/aggregates on the membrane surface. All the fouling mechanisms were observed responsible for fouling that reduces pore size and increases rejection.
Flux decline in the UF cross flow filtration: The flux decline in this EMR system was due to the fouling mechanism. Initially, the particles from the reaction mixture arrived to the membrane and blocked the smallest pore of the membrane. Then, the inner membrane surfaces of bigger pores are covered. Next, some particles were entered to membrane covered other arrived particles, while others directly blocked some of the pores. Finally, the cake layer begins to be developed (Bowen et al., 1995).
Figure 3 shows the declination of flux in the ultrafiltration cross flow membrane. The membrane permeability was first obtained the hydraulic resistance from the membrane due to the intrinsic property of the membrane. Subsequently, by using the Darcy’s law, the declination of flux was obtained as the increasing amount of total resistances. Moreover, once the pressure was released, the flux increased due to the vanished of the concentration polarization. In addition, after the membrane was cleaned with DI water, the gel layer was moved out from the membrane surface which effects an increasing of membrane permeability. Then the membrane permeability was found to increase after chemical cleaning as the weak adsorption was purged out off the membrane pores and surface. Nevertheless, the strong adsorption was not removed from the membrane even the fouled membrane was cleaned several times. It was presumed to be due to dynamic balance between adsorption and desorption of soluble organic matters (CDs) into the matrix of membrane (Mo and Haung, 2003).
 | |
| Fig. 3: | Flux decline in the UF crossflow filtration; (a) flux decline during filtration, (b) pressure released, (c) water cleaning and (d) chemical cleaning |
 | |
| Fig. 4: | Recovery of the membrane permeability with DI water and NaOH solution cleaning methods |
Recovery of the membrane permeability: The permeability of the cleaned membrane was tested through a filtration with DI water after each membrane cleaning step. The ratio of the specific flux (m3m-2h–1m–1) at room temperature of the cleaned membrane to the new membrane flux was used to evaluate the recovery of the membrane permeability (Braghetta et al., 1997; Lianfa, 1998) and the results are shown in Fig. 4. Figure 4 shows the cleaning with DI water could recover the membrane permeability by about 75%. However, the flux recovery for the cleaned membrane by using 0.1M NaOH solution was about 95%. Nonetheless, about 5% lost in flux come from the irreversible hydraulic resistance (ra2). This is due to the adsorption of solute (CDs) within the matrix of the membrane. The same result was found by Mo and Huang (2003) in their experiment with NOM solutes.
CONCLUSIONS
The results of these investigations indicate that: (1) the major fouling mechanism was the weak adsorption, (2) the strong adsorption fouling mechanism could be elevated by chemical cleaning (3) the maximum achievable flux recovery of EMR for CDs production was only 95%.
REFERENCES
- Braghetta, A., J.GS. Jacangelo, M.L. Chellam, B.A. Hotaling and Utne, 1997. DAF pretreatment: its effect on MF performance. J. AWWA, 89: 90-101.
Direct Link - Bowen, W.R., J.I. Calvo and A. Hernandez, 1995. Steps of membrane blocking in flux decline during protein microfiltration. J. Membr. Sci., 101: 153-165.
Direct Link - Biwer, A., G. Antranikian and E. Heinzle, 2002. Enzymatic production of cyclodextrins. Applied Microbiol. Biotechnol., 59: 609-617.
CrossRefDirect Link - Giono, L. and E. Drioli, 2000. Biocatalytic membrane reactors: applications and perspectives. Trends Biotecnol., 18: 339-349.
CrossRefDirect Link - Ibrahim, H.M., W.M.W. Yusoff, A.A. Hamid, R.M. Illias, O. Hassan and O. Omar, 2005. Optimization of medium for the production of β-cyclodextrin glucanotransferase using Central Composite Design (CCD). Process Biochem., 40: 753-758.
CrossRefDirect Link - Kyung, H.M., W.J. Chang and Y.M. Koo, 1996. Increased production of β-cyclodextrin using an aqueous two-phase system. Biotechnol. Tech., 10: 395-400.
CrossRefDirect Link - Lucyna, S., A. Szostek and A. Grzeskowiak, 2002. Studies on enzymatic continuous production of cyclodextrins in an ultrafiltration membrane bioreactor. Carbohydrate Polymers, 50: 423-428.
CrossRefDirect Link - Lianfa, S., 1998. Flux decline in crossflow microfiltration and ultrafiltration: Mechanisms and modeling of membrane fouling. J. Membrane Sci., 139: 183-200.
Direct Link - Mo, L. and X. Huang, 2003. Fouling characteristics and cleaning stratergies in a coagulation-microfiltration combination process for water purification. Desalination, 159: 1-9.
Direct Link - Szejtli, J., 1997. Utilization of cyclodextrins in industrial products and processes. J. Mat. Sci., 7: 575-587.
Direct Link