
A. Bulent Koc
Department of Agricultural Machinery, Faculty of Agriculture, Ankara University, Diskapi, Ankara, Turkey
Hasan Silleli
Department of Agricultural Machinery, Faculty of Agriculture, Ankara University,
Diskapi, Ankara, Turkey
Caner Koc
Department of Agricultural Machinery, Faculty of Agriculture, Ankara University,
Diskapi, Ankara, Turkey
M. Ali Dayioglu
Department of Agricultural Machinery, Faculty of Agriculture, Ankara University,
Diskapi, Ankara, Turkey
Journal of Applied Sciences
Year: 2007 | Volume: 7 | Issue: 8 | Page No.: 1218-1223







ABSTRACT
The aim of this study was to develop and evaluate a PC-based continuous image processing technique to monitor binary dry powder mixing homogeneity in real-time. Gray scale images of the binary powder mixture during mixing were captured with a low-cost CMOS camera. The pixel value with the maximum number of occurrences for each image at every scan interval during mixing was determined and observed over time with a computer program developed in G-programming language. The time when the maximum number of occurrences over time stayed constant was considered to be the equilibrium state for the mixture. The equilibrium times were 12.5, 13.9 and 13.6 min for 10 kg plaster and 20, 40 and 60 g black dye mixtures and 10, 14.7 and 26 min for 10 kg plaster and 20, 40 and 60 g red dye mixtures, respectively. The test results showed that the system can be used to monitor the degree of mixing homogeneity of binary powders in real-time.
PDF Abstract XML References Citation
How to cite this article
A. Bulent Koc, Hasan Silleli, Caner Koc and M. Ali Dayioglu, 2007. Monitoring of Dry Powder Mixing With Real-Time Image Processing. Journal of Applied Sciences, 7: 1218-1223.
DOI: 10.3923/jas.2007.1218.1223
URL: https://scialert.net/abstract/?doi=jas.2007.1218.1223
DOI: 10.3923/jas.2007.1218.1223
URL: https://scialert.net/abstract/?doi=jas.2007.1218.1223
INTRODUCTION
Powder mixing is one of the oldest and most commonly used unit operations employed in domestic and industrial processes (Staniforth, 1987). These processes are used in chemical, pharmaceutical, ceramics, powder metallurgy, cosmetics, agricultural, food and construction industries extensively (Poux et al., 1991; Fan and Chen, 1990). The purpose of powder mixing is to blend two or more powders to a homogeneous state. Mixing homogeneity or uniformity is one of the most important indicators of blend quality. The amount of time required to reach the desired degree of homogeneity directly affects mixing operation costs such as labor, power and equipment maintenance (Lindley, 1991a). Mixing time and homogeneity are also used in the design and evaluation of various powder mixers. Mixing homogeneity is affected by particle size, shape, density, electrostatic charge, moisture content, ingredient addition sequence, number of ingredients, as well as mixing time, mixer design, agitator speed and type (propeller/screw) and degree of cleanliness, wear and maintenance of the mixer (Lindley, 1991b; Herrman and Behnke, 1994).
The duration of powder mixing in a pharmaceutical process can be determined by experimental trials or operator experience. The quality of a mixed powder product is expressed in terms of composition variance, which decreases over time during mixing. At various stages of mixing, samples are taken from the mixture with a sampling probe (thief probe) at different locations and analyzed off-line to determine the degree of homogeneity (Staniforth, 1987; Bellamy et al., 2004). The accuracy of the analyses depends on the sample quality, which is affected by the skill of the operator, the frequency of sampling and sample size.
Dry powder mixing homogeneity can be modeled with an exponential decay model (Kuakpetoon et al., 2001; Chaudeur et al., 2002; Lindley, 1991b; Rielly et al., 1994). The standard deviation of the mixture composition at different stages is measured either on-line or off-line from samples obtained during mixing. A typical mixing profile is shown in Fig. 1 for a binary mixing of dry powders. The slope of the graph in Fig. 1 shows the mixing rate which can be used to determine the optimal mixing time (Lindley, 1991b).
A two-dimensional chessboard-like mixing efficiency evaluation method was applied to two powder systems (Ti/SiO2 and C/SiO2) in dry and wet mixing modes (Chen and Yu, 2004). An optical microscope was used to capture photos and an image processing system was used to analyze the images (Chen and Yu, 2004). Lee and Lin (2004) evaluated the blend homogeneity of a pharmaceutical powder mixture using a Fourier Transform Infrared (FT-IR) microspectroscopic mapping system. They tested the system on a model powder blend consisting of two components and reported that the system successfully assessed the homogeneity of a pharmaceutical mixture.
 | |
| Fig. 1: | A typical profile for mixing of two powders (point A indicates the initial stage where the mixing uniformity is minimum; point B indicates the mixing time where the highest degree of uniformity is reached) |
Rapid, noninvasive and accurate measurement and monitoring techniques for determining mixing homogeneity are essential for optimizing mixing processes (Realpe and Velazquez, 2003). Le Coent et al. (2005) monitored the binary powder mixing homogeneity using image processing with box-counting technique. Rapid homogeneity determination is also useful in comparing different mixer types and evaluating the effects of mixing parameters. Image processing provides an effective, noninvasive technique that can be used to monitor mixing homogeneity from the beginning to the end of a binary powder mixing process. By observing and monitoring the changes in mixture color over time, decisions regarding when to cease the mixing process can be determined. A simple image processing system would include a low-cost CCD or CMOS camera and image processing software or a computer program. The purpose of this research was to develop and evaluate a PC-based continuous image processing technique to monitor binary dry powder mixing homogeneity in real-time.
MATERIALS AND METHODS
A vessel-type batch mixer was built for this study using the machine shop facilities located in the Department of Agricultural Machinery, Ankara University. The experiments were conducted during the summer of 2006. The mixer was equipped with a 20 kg capacity container and a rotor to agitate the materials in the container. An impeller was fitted to the tip of the rotor to blend the contents (Fig. 2). The rotor speed was set to 50 rpm during the experiments.
 | |
| Fig. 2: | Schematic representation of the mixer equipped with an image processing system (1: Computer, 2: Mixer container, 3: Motor, 4: Rotor, 5: Impeller, 6: Camera, 7: Power supply, 8: Light source, 9: Plaster-dye mixture) |
Commercial white plaster (60 kg) and black and red powder dyes (200 g each) were purchased from a hardware store. The container was half-filled with 10 kg of white plaster to allow some buffer space during mixing and the mixer was started. The dye was added from the top of the container approximately 2 min after the mixer was started.
The image processing system consisted of a CMOS camera with USB connection, light source and laptop computer with Labview graphical programming software. The capture rate of the camera was 30 frames per second. The ratio between the camera’s capture rate and mixer agitator speed was 3.75 frames/revolution. The distance between the material surface and the camera was maintained at 20 cm. The distance between the light source and the material surface was kept about 30 cm. A computer program was developed to capture the gray-scale images of the powder mixture in real-time during mixing. The program allowed the user to select the region of interest either at the beginning or at any time during mixing. The default region of interest on the captured image was 180x130 pixels (5.63x4.06 cm). The region of interest on the captured images was set at the default value before the program was started and was not changed during the program execution. The default region of interest values were used for all the experiments in this research. Recording the captured images and the color histograms of each image were also optional. During the experiments, the images were captured and digitized on-line.
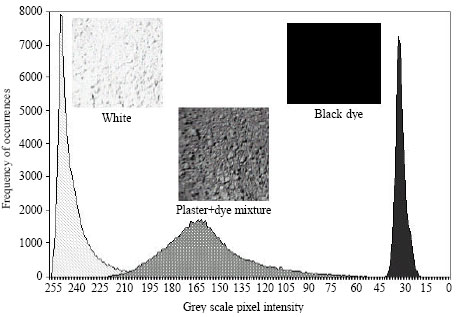 | |
| Fig. 3: | Example images of white plaster, black dye and plaster-dye mixture and their respective histograms showing the pixel intensity values. The area under each histogram was 21280 pixels, which was the total number of pixels representing the images (152x140) |
The selected region of interest on the digitized images was treated as an array with the program written in G-programming language. Each element in the array was represented by an 8 bit numeric value between 0 (black) and 255 (white). The values of the elements on the image array varied during mixing, depending on the reflected light intensity from the mixture components, then stayed constant after a certain amount of time. The values in the selected region of interest for each captured image were displayed with a histogram graph as shown in Fig. 3. The x-axis shows the pixel value and the y-axis shows the number of occurrences of each pixel value in the image. The pixel value with the maximum number of occurrences was determined for each interval and its change over time was displayed on the computer screen.
Capturing and digitizing the images, calculating the pixel values and determining the histograms and the maximum number of occurrences for each image were automatically conducted in real time by the computer program for each interval during the experiments. The maximum number of occurrences changes with time and histograms for each image were recorded to a text file and monitored on computer screen.
System calibration: A calibration model was used to measure the effectiveness of the image processing system. For calibration purposes, black squares (0.24 cm2) were distributed on a 16x16 square chessboard-like white paper surface (54 cm2) between 0 and 100% to simulate a black and white binary mixture. Randomly distributed black squares at different percentages were formed in Excel and printed on paper with a laser printer at high quality to ensure the color stability of the example mixtures on paper. Four of the total of 44 calibration surfaces are shown in Fig. 4. The images of the 44 samples were captured and the percentage of black squares on each paper was estimated using the image processing system. Figure 5 shows the correlation between the measured and real black to white square ratios of the calibration papers. The image processing system estimated the percent of black squares on a white paper plane at R2 = 0.99 level.
Mixing process monitoring experiments: Ten kilograms of commercial white plaster were placed in the mixer container. Images of the white plaster while the mixer was in operation were captured and recorded. After two minutes, dye was added from the top while the mixer was in operation and the image processing system continued to capture images. After each experiment, the plaster-dye mixture was removed from the container. The experiments were conducted in a dark room illuminated only by the light source used for the image processing system. The illumination on the powder surface where the images were taken was adjusted to 140 lux measured with a luxmeter. Three different ratios of plaster-black dye (10 kg plaster, 20, 40 and 60 g black dye) and plaster-red dye (10 kg plaster, 20, 40 and 60 g red dye) mixtures were used for the experiments. The maximum color intensity of each image histogram was determined and its change over time was monitored for 30 min.
 | |
| Fig. 4: | Randomly distributed black squares on 16x16 (aspect ratio) white paper planes (a: 50% black and 50% white ideal mixture, b: 5% black squares, c:54% black squares, d: 94% black squares). Probability of achieving a mixture like in (a) in real systems is very low |
 | |
| Fig. 5: | The relationship between the measured and real percentages of black squares on a white paper plane |
RESULTS AND DISCUSSION
A total of 6 mixing experiments were carried out in a 20 kg capacity mixer equipped with an image processing system. During each experiment, white plaster was placed in the container, the mixer was started and then the dye (black or red) was added. Within 1.5 sec, the image processing system captured an image, analyzed the gray scale color values, displayed the values on the computer screen and recorded the results to a file. Therefore, forty images per minute were captured and analyzed to determine the mixing profile in real-time. Analyses of the color histograms of the white plaster images showed that the highest number of pixels had a value of 251 on the 0-255 gray scale. After adding dye to the plaster, the gray scale value of the highest number of pixels decreased, as expected. The curve on the histogram shifted from the white end (255) towards the black end (0) on the gray scale (Fig. 3). This demonstrates that the color of the mixture is changing from white to gray. Figure 6 shows the pixel values with the highest occurrences change with time for white plaster-black dye mixtures. The mixing process was monitored for 30 min for each of the 3 black dye amounts.
The curves in Fig. 6 show that at the beginning of the mixing there was no change in the color of the plaster. After the dye was added, an immediate sharp decrease occurred in the color profile, then continued gradually for about 12 min until the 15th min. The color of the mixture remained nearly constant for the remainder of the mixing. It is thought that black powder dye not only mixes with the plaster but also provides coating. At the beginning of the mixing, the number of coated particles was low because there were not many particles carrying the dye. After 30 min of mixing and coating the plaster, the measured color value with the highest occurrences decreased from 251 to 178 with 20 g black dye, 168 with 40 g black dye and 154 with 60 g of black dye. The highest decrease in the color value occurred when 60 g of black dye was mixed with 10 kg of plaster. The mixing proportion during these experiments was between 2:1000 and 6:1000. The time when the maximum number of occurrences over time stayed constant was considered to be the equilibrium state for the mixture. The equilibrium times were determined from the slope of the graphs shown in Fig. 6 and 7. The equilibrium times were 12.5, 13.9 and 13.6 min for 10 kg plaster and 20, 40 and 60 g black dye mixtures.
A second set of mixing experiments was conducted to monitor the color profile of white plaster mixing with three different amounts of red dye (Fig. 7). A sharp decrease in the color profile was also observed immediately after red dye addition to the white plaster. However, the rate of decrease in white plaster-red dye mixing (4 units) was not as large as white plaster-black dye mixing (28 units). This was because of the range of color differences between black dye and white plaster in contrast with red dye and white plaster. The color level of the black dye before mixing was 5, while the color level of the red dye was 120 and the color level of white plaster was 250. The equilibrium times for the 10 kg plaster and 20, 40 and 60 g red dye mixtures were 10, 14.7 and 26 min.
 | |
| Fig. 6: | Mixing profile for white plaster-black dye mixing |
 | |
| Fig. 7: | Mixing profile for white plaster- red dye mixing |
Mixing curves observed in this study followed an exponential decay model reported by Kuakpetoon et al. (2001), Chaudeur et al. (2002), Lindley (1991b) and Rielly et al. (1994). Le Coent et al. (2005) determined the equilibrium state for solid/solid mixing using image processing box-counting technique. The mixing curves obtained during this research were in agreement with the results reported by Le Coent et al. (2005). The only drawback of the image processing system used in this study was the assumption that the area of interest on the captured image represented the whole mixture. In reality, with such a system, it is impossible to capture the image of the bulk.
CONCLUSIONS
A PC-based continuous image processing technique was successfully adapted to monitor the evaluation of homogeneity change during binary mixing of powders. A low-cost CMOS camera and a data acquisition system were used for monitoring the homogeneity development. This method allowed the operator to monitor a large surface area during mixing, thereby providing a better methodology to evaluate the homogeneity development during binary mixing of powders. The real-time image processing technique eliminates or reduces the need for time-consuming laboratory analyses. Determining the mixing time with an image processing system would allow the operator to stop mixing at the optimal mixing time, decreasing operational costs and increasing the system capacity.
REFERENCES
- Chaudeur, S.M., H. Berthiaux and J.A. Dodds, 2002. Experimental study of the mixing kinetics of binary pharmaceutical powder mixtures in a laboratory hoop mixer. Chem. Eng. Sci., 57: 4053-4065.
Direct Link - Chen, C.C. and C.K. Yu, 2004. Two-dimensional image characterization of powder mixing and its effects on the solid-state reactions. Mater. Chem. Phys., 85: 227-237.
Direct Link - Le-Coent, A.L., A. Rivoire, S. Briancon and J. Lieto, 2005. An original image-processing technique for obtaining the mixing time: The box-counting with erosions method. Powder Technol., 152: 62-71.
Direct Link - Lee, T.H. and S.Y. Lin, 2004. Microspectroscopic FT-IR mapping system as a tool to assess blend homogeneity of drugBexcipient mixtures. Eur. J. Pharm. Sci., 23: 117-122.
Direct Link - Poux, M., P. Fayolle, J. Bertrand, D. Bridoux and J. Bousquet, 1991. Powder mixing: Some practical rules applied to agitated systems. Powder Technol., 68: 213-234.
Direct Link - Realpe, A. and C. Velazquez, 2003. Image processing and analysis for determination of concentrations of powder mixtures. Powder Technol., 134: 193-200.
Direct Link