
D.A. Aderibigbe
Not Available
O.O. Oluwole
Not Available
O.E. Olorunniwo
Not Available
P.O. Atanda
Not Available
O. Ogundare
Not Available
Journal of Applied Sciences
Year: 2006 | Volume: 6 | Issue: 15 | Page No.: 3103-3109







ABSTRACT
Earing characteristics of deep-drawn cold-rolled and temper-annealed Aluminium 1200 was studied at high deformation levels of 75, 85 and 90% cold rolling. The relationship of earing with varying degrees of cold roll was studied and the effect of different annealing temperatures on earing. Hardnesss, ductiltity and strength variations with earing were also studied. Earing was observed to show no definite behavioural pattern with increasing degree of cold-roll. With increasing anneal temperature, earing was found to increase first and then fall making a steep drop to smallest earing at an anneal-temperature peculiar to the degree of cold roll after which it increases again with increasing anneal-temperature. The relationship of earing to hardness, ductility and strength properties were observed to follow the same pattern. Hardness, ductility and strength properties of cold-rolled and temper-annealed Aluminium 1200 at lowest earing did not necessarily correspond to the materials lowest hardness, highest ductility or lowest strength respectively and were found to vary for varying degrees of cold-roll.
PDF Abstract XML References Citation
How to cite this article
D.A. Aderibigbe, O.O. Oluwole, O.E. Olorunniwo, P.O. Atanda and O. Ogundare, 2006. Earing Characteristics of Cold-Rolled and Temper Annealed Aluminium 1200. Journal of Applied Sciences, 6: 3103-3109.
DOI: 10.3923/jas.2006.3103.3109
URL: https://scialert.net/abstract/?doi=jas.2006.3103.3109
DOI: 10.3923/jas.2006.3103.3109
URL: https://scialert.net/abstract/?doi=jas.2006.3103.3109
INTRODUCTION
Aluminium 1200 is the grade of Aluminium used for holloware (Aluminium Association, 1999). When cold-rolled, aluminium or its alloys are recrystallised by annealing, new grains form with orientations that differ from those present in the cold-rolled condition (Plomear, 1981). Preferred orientation is much reduced but seldom eliminated.
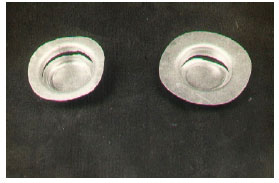
Preferred orientation in the plane of sheets that are associated with textures may cause a problem known as Earing. Earing is wasteful of material because of larger blank than necessary must be used in deep drawing hollo-ware production. Moreover, it may lead to the production problems due to difficulties in ejecting products after a pressing operation. Four ears usually form because of non-uniform plastic deformation along the rim of deep drawn products (Fig. 1). If there is a desirable balance between the rolling texture and the annealing texture however, eight small ears could be formed or none at all (Fig. 2 and 3). Because of this possibility of annealing to produce a texture which could minimize or eliminate earing, the careful control of annealing schedules is said to minimize earing (Baker, 1977; Ricks, 1999).
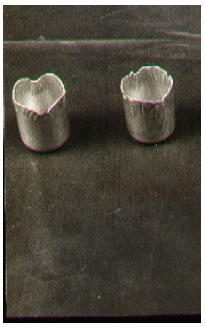 | |
| Fig. 1: | Cups Deep-drawn from 90% cold-worked Aluminium 1200 Annealed at 4000C for 3 and 4 h (left to right) showing five ears formed at the rims 60/33 die used |
The aim of this study is to study the earing characteristics of Aluminium 1200 with increasing cold rolling and different anneal temperatures.
 | |
| Fig. 2: | Three sets of cups showing eight small ears formed at the rims. Each set (left to right) was deep-drawn from 90% cold-rolled Aluminium 1200 sheet and annealed at 460°C for 2, 3 and 4 h, respectively |
 | |
| Fig. 3: | One set of cups showing no earing at the rims. The set was deep drawn from 90% cold-rolled Aluminium 1200 sheet annealed at 460°C for 4 h, respectively |
The tensile strength and elongation were also measured as well as the hardness of the materials in relation to earing. The study is performed at high deformation levels at which cold rolling is carried out for this sheet production with hollo-ware production as end- products.
MATERIALS AND METHODS
Starting materials were Aluminium 1200 as cast in the form of sheets of different thicknesses: 8 and 6 mm obtained from Aluminium Rolling Mills, Ota, Nigeria. The chemical composition is shown in the Table 1.
The starting materials were cold rolled to three different thicknesses of 2 mm (starting gauge 8 mm), 0.9 and 0.6 mm (starting gauge 6 mm) representing 75, 85 and 90% cold- reduction, respectively.
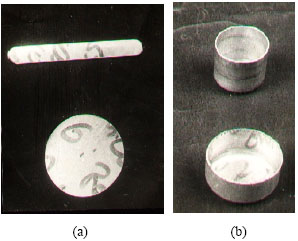 | |
| Fig. 4: | Test specimens, (a)Tensile test specimen ASTM E8-65T standard, (b) Deep-drawn specimen from 60 mm blanking die |
 | |
| Fig. 5: | Broken cup due to low ductility of materials on the left is material deformed 80%, Annealed at 300°C for 2½ h. 60/33 die used on the right is material deformed 90%, annealed at 400°C for 2 h. 65/33 deep drawing die used |
| Table 1: | Chemical composition (Wt. %) of Aluminium 1200 |
Seven anneal temperatures were selected: 225, 250, 275, 300, 400 and 460°C (Devgun, 1981). At each temperature and % cold roll, anneal times of 1, 2, 2.5, 3 and 3.5 h were used (Ivarsson, 1981). Heraus Industrial muffle furnace was used for annealing and cooling was done in air (Baker, 1977). This study was carried out in the materials laboratories of University of Lagos, Akoka, Obafemi Awolowo University, Ile-Ife and Tower Aluminium Rolling Mills, Ota Nigeria in the late 90's.
Tensile specimens: Conformed to ASTM E8-6ST standards (50x12 mm) (Fig. 4a). Tests were carried out on Monsanto Tensometre on each sample in a direction perpendicular to rolling direction since the (Ultimate Tensile Strength) UTS and elongation in this direction are limiting values for deep drawing (Devgun, 1981).
Deep-draw specimens: Deep-Drawing test specimen were 60 mm circle blanks (Fig. 4b), from the annealed materials and tests were carried out on a laboratory Erichsen deep-drawing equipment with dies of 60/33 mm (Fig. 5).
Reproducibility of results: For reproducibility of results, tests were performed on identically treated specimens and the standard deviation obtained for Ultimate Tensile Strength (UTS), percentage elongation (EL %) and deep-draw tests averages. Standard deviation of 2.26 N mm-2 was obtained for UTS, 0.58% for percentage elongation and 0.58 mm for deep draw.
Comparison of Monsanto UTS values with results obtainable on the Avery Tensometer was also done using a strain rate of 0.4 KN mm-1. Conversion factors are
RESULTS AND DISCUSSION
Table 2-4 show data on earing characteristics of Aluminium 1200 with varying degree of cold roll and temper-annealing. Table 5 results have been compressed from Table 2-4 and these show the averaged values of earing, hardness, elongation and ultimate tensile strength for varying degree of cold roll and anneal temperature. Results from these data are represented in Fig. 6-10 and these will be used for the proceeding discussions.
Figure 6a-c shows that for increasing degrees of cold-rolling, earing does not exhibit any particular trend of being higher or lower for a higher degree of cold-roll. Figure 6d shows that at 300°C anneal, earing is lowest for 75% cold roll Aluminium 1200 while earing is higher for 85 and 90% cold-rolled Aluminium 1200. At 350°C anneal, earing starts to increase again for 75% cold-rolled Aluminium 1200 and still high for 85 and 95% cold-rolled Aluminium 1200.
At 400°C, earing falls dramatically to its lowest for 85% cold-rolled Aluminium 1200 and starts to fall for 90% cold-rolled Aluminium 1200. At 460°C, temper-annealing, earing is lowest for 90% cold-rolled Aluminium 1200.
 | |
| Fig. 6a: | Earing (%) versus cold (%) curves for cold-roll and temper-annealed Aluminium 1200 at anealing temperatures 225, 250 and 275°C |
 | |
| Fig. 6b: | Earing (%) versus cold-roll (%) curves for cold-rolled and temper-annealed Aluminium 1200 at annealing temperatures 300 and 350°C |
 | |
| Fig. 6c: | Earing (%) versus cold-rolled (%) curves for cold-roll and temper-annealed Aluminium 1200 at annealing temperatures 400 and 460°C |
 | |
| Fig. 6d: | Compressed (%) earing versus (%) cold-roll curves for cold-rolled and temper-annealed Aluminium 1200 |
Figure 7 shows that there is an initial trend of increasing earing with increasing anneal-temperature and a steep drop to smallest earing at anneal temperature peculiar to the degree of cold-roll and then an ascent again with increasing anneal-temperature. From all Fig. 6-10, it could be seen that at 300°C, earing is lowest (1.3%) for 75% cold-rolled Aluminium 1200.
| Table 2: | Results data on earing characteristics at 75% cold-roll with varying annealing temperatures and holding time |
 | |
| Rockwell E. Hardness readings in brackets + Interpolated results | |
| Table 3: | Earing characteristics at 85% cold-roll with varying anneal temperature and holding time |
 | |
| Table 4: | Results data on earing characteristics at 90% cold-roll with varying annealing temperature and holding time |
 | |
| *Rockwell E. Hardness readings in brackets, + Interpolated result. | |
| Table 5: | Compressed data of earing characteristics with varying degrees of cold-rolling and temper - annealing |
 | |
| *Rockwell E. Hardness readings in brackets | |
For 85% cold-rolled Aluminium 1200, earing is smallest averaging 3.5% at 400°C and 2 h anneal time. At this temperature, earing has started to fallfor 90% cold-roll Aluminium 1200 but it actually hits its minimum earing at 460°C and 1 h anneal time dropping at 0.02% earing. It is also observable from Fig. 7 that increased anneal-temperature is needed to bring about least earing with increasing degree of cold-rolled Aluminium 1200.
 | |
| Fig. 7: | Earing % versus anneal-temperature (°C) curves for cold-rolled and temper-annealed Aluminium 1200 |
 | |
| Fig. 8: | Earing % versus ultimate tensile strength (UTS) curves for cold-rolled and temper-annealed Aluminium 1200 |
From Fig. 7, it is observed that earing increases again after hitting its minimum if the anneal temperature is increased. In Fig. 8-10, it could be seen a regular pattern of relationship between earing and the parameters-hardness, ductility and ultimate tensile strength.
 | |
| Fig. 9: | Earing % versus elongation % curves for cold-rolled and temper-annealed Aluminium 1200 |
 | |
| Fig. 10: | Earing % versus hardness curves for cold-rolled and temper-annealed Aluminium 1200 |
Hardness, ductility and ultimate tensile strength are seen to be not necessarily at the lowest, highest and lowest values respectively when cold-rolled tempered annealed Aluminium 1200 exhibits lowest (minimum) earing. Thus, these three properties at minimum earing vary for varying degrees of cold-rolled Aluminium 1200.
CONCLUSIONS
| • | Earing in cold-rolled Aluminium 1200 generally initially increases with anneal-temperature after which it drops to minimum at anneal-temperature unique to the particular degree of cold-rolling. For a 75% cold rolled Aluminium 1200, this is found to be 300°C, 1-4 h anneal time. For a 85% cold rolled Aluminium 1200, this is found to be 400°C, 2-4 h anneal time and for a 90% cold rolled Aluminium 1200, this is found to be 460°C, 1-4 h anneal time. |
| • | Earing in Aluminium 1200 increases again with increasing anneal-temperature after this unique temperature at which earing is minimal. |
| • | It can therefore be stated that for cold-rolled Aluminium 1200, earing increases with increasing anneal temperature after which it begins to drop to its minimum at a temperature of anneal unique to the particular degree of cold-rolling. |
| • | Hours of anneal do not seem to make any big difference in earing until the right anneal-temperature unique to the particular degree of cold-rolling is reached. |
| • | The minimal earing for the degrees of cold-rolling does not necessarily corresponds to the state of full softening as seen in Table 2 for 75% cold-rolled Aluminium 1200. Hence, the state of minimal earing does not necessarily correspond to the state of highest ductility or lowest ultimate tensile strength (also noticeable from Table 2) whereas, it corresponds to the state of highest ductility for 95% cold-rolling. This implies that experiments must be carried out for specific degrees of cold-rolled Aluminium 1200 to determine the state of minimum earing for deep-drawn hollowares production. This however, has to be determined in conjunction with strength and ductility values so as to have good ductility- strength ratios with minimal earing. An example is 75% cold-rolled Aluminium 1200 despite lowest earing at 300°C, 2-4 h anneal: 350°C, 2-4 h would be the best annealing temperature to produce best ductility-strength ratio with tolerably low percent earing. |
ACKNOWLEDGMENTS
The Management of Tower Aluminium Rolling Mills, Ota, Ogun state Nigeria is greatly acknowledged for the provision of laboratory facilities and materials.
REFERENCES
- Kajihara, K. and K. Tokuda, 2006. Improvement of material performance for commercially pure aluminum sheet using the precipitation control model. R.D Kōbe Seikō Gihō, 56: 44-48.
Direct Link - Ricks, R.A., 1999. The Deformation models needed by the aluminium industry. Philisop. Trans. Royal Soc., 357: 1513-1529.
Direct Link