
Ahmed Tafraoui
Not Available
Soltane Lebaili
Not Available
Journal of Applied Sciences
Year: 2006 | Volume: 6 | Issue: 14 | Page No.: 2927-2931







ABSTRACT
We proposed to produce tools for stamping out of reactive powder concrete which substitutes the resin concrete tools covered with a resin with cast (freezing-coat) for the prototype parts (< 100 parts), in order to decrease the deadlines, to simplify the manufacturing process and to reduce the costs in the automobile body. A bench of abrasive wear was developed to determine the dynamic coefficient of friction concrete/metal sheet. We could show that the fact of not using any product of dismantling makes it possible to have a smooth surface, without any bubble on the working surface of the tool. This study showed that the tools for stamping in reactive powder concrete are an interesting alternative to the realization of small series and that this technique can apply already to the realization of prototype parts (< 100 units).
PDF Abstract XML References Citation
How to cite this article
Ahmed Tafraoui and Soltane Lebaili, 2006. Design of Tools for Stamping in Reactive Powder Concrete for Thin Sheets. Journal of Applied Sciences, 6: 2927-2931.
DOI: 10.3923/jas.2006.2927.2931
URL: https://scialert.net/abstract/?doi=jas.2006.2927.2931
DOI: 10.3923/jas.2006.2927.2931
URL: https://scialert.net/abstract/?doi=jas.2006.2927.2931
INTRODUCTION
Competition in the automobile market being very hard, the sheet steel manufacturers of stamping must propose to the automobile manufacturer’s techniques reducing the cost of working of thin sheets. With more than 300 parts pressed in an automobile body, this reduction can come from the reduction in the manufacturing cost of the tools for stamping. For the great series (> 1 000 000 parts), these tools are currently made out of cast iron or steel (Rondé, 1995). For the prototype parts (< 100 parts), they are made either out of resin concrete covered with a resin with cast (freezing-coat) or, when the stresses of stamping are severe, the prototype tools are machined in a reinforced epoxydic resin of metal loads called board usinable.
One of the first innovations was to substitute the resin concrete of the prototype tools by a hydraulic concrete. The cost price, the manufacturing lead times and the difficulties of implementation were decreased strongly reducing the production costs. The limits of the concrete tools covered with a freezing-coat came from fast wear from this resin as well as difficulties in ensuring a good adherence between the resin and the concrete. Moreover, the use of a resin is an additional phase which weighs down the manufacturing process.
However, the first tests of working of sheets with hydraulic concrete tools showed that their criteria of design cannot be identical to those used classically in the field of the civil engineering (Vedel, 1996). For these tools, the criterion of resistance is not most dominating. On the other hand, the performances of the concrete tools are strongly conditioned by their properties of surface. The absence of a resin of run on the level of working surface imposes on the concrete tool a perfect surface quality, plus no bubble of air must be present at the surface of the tool. More must have high characteristics from the point of view of hardness and behavior at wear. The surface of the concrete tools must have a low permeability so as to limit the penetration of aggressive agents.
Only the reactive powder concretes which can answer these requirements well.
This type of concrete has a very good capacity of filling and combined with the amorphous structure of these components, which helps it to take complex forms of the prints of the parts. The mechanical performances of the concrete of reactive powder realized by Tafraoui and Lebaili (2006) starting from the sand of Western dune of the erg of the western south of Algeria and because of its characteristics and properties exceptional plays a very great part in the design and the realization of tools for stamping out of reactive powder concrete (RPC200). These tools were tested in laboratory LMDC of Toulouse (France) and gave very encouraging results. The economic considerations mentioned before are thus all the more important during this exploratory study.
MATERIALS AND METHODS
The materials used for the realization of tool of working of thin sheets are those used for the valorization of the sand of dune of the Western erg in the formulation of the UHPC and of RPC200. Whose formula is presented on Table 1.
| Table 1: | Formulation of RPC |
 | |
 | |
| Fig. 1: | The process of stamping doubles effect |
For an easier approach of this research, the reader will have to refer to the study of Tafraoui and Lebaili (2006).
Definition of stamping: Stamping it is manufacture starting from a sheeting metal precut low thickness (generally lower than 2 mm), the blank, of a pipe fitting no developable, pressing. In spite of the fact that each coin requires a design, the principle remains appreciably the same one. The stamping of thin sheets is an operation which is usually carried out under press doubles effect (René, 1995) using tools including (Fig. 1):
| • | A punch on which cambers itself and tightens metal; |
| • | A matrix being used as support with metal and sometimes being able to be a key register form (at least partial) punch; |
| • | A blank holder whose role will be to maintain sheet and to slow down the flow of metal towards the interior of the matrix (Gaullier and Testar, 1992). |
 | |
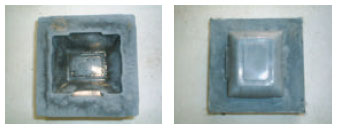
| Fig. 2: | Mould out of plastic |
 | |
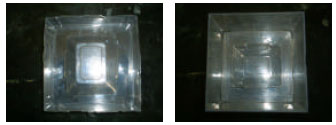
| Fig. 3: | Tools for stamping out of concrete RPC200 |
Design of tool for stamping: One designed a prototype of tool of working reactive powder concrete mean sheet starting from a plastic mould which does not have geometrical complexity because we want by this study to try to concretize and to initially develop the possibility of realization of the tools for stamping out of reactive powder concrete of simple parts at the laboratory.
Our concrete was run in the plastic mould carefully to clean, without lubricant, nor agent of dismantling (Fig. 2). After 12 midnight in a room of 20°C, the tools are unmoulded and put in water during 4 days in a wet room. Then, we are their sudden thermal treatment at 150°C in a drying oven during 5 days (Fig. 3). Our samples have a resistance in compression equal to 254 MPa, a resistance in inflection from approximately 45 MPa and a tensile strength of 15 MPa (Tafraoui and Lebaili, 2006).
Mechanical behavior of the concrete RPC200 tools: We saw that one of the factors which conditions the performances of the tools for concrete stamping is the surface quality working of the tool (Fig. 4). After having defined a manufacturing method leading to tools for stamping out of concrete without defect surface (Fig. 5), it is advisable to characterize their mechanical properties. The quality and the performances of the tools depend at the same time on their voluminal characteristics, i.e., the capacity to resist overall the stresses of stamping (mechanical resistances, Young modulus) while respecting the dimensional tolerances (withdrawal) but also their characteristics of surface, i.e., the coefficient of friction steel/concrete, the speed of wear, the hardness of surface and durability opposite with oils (porosity and permeability). This step will make it possible to identify the parameters which condition the performances of the tools and to direct the future developments.
 | |
| Fig. 4: | Tool for assembled stamping |
 | |
| Fig. 5: | Surface quality of a part in RPC200 |
 | |
| Fig. 6: | Total evolution of the shrinkage of the RPC200 |
RESULTS AND DISCUSSION
Shrinkage: The total shrinkage was to measure on three test-tube 40x40x160 mm out of powder concrete reactivates 200 in a state hardened after a thermal treatment at 150°C. The total shrinkage is null, which enormously reduces the problem of the shrinkage in the process of stamping (Fig. 6).
Permeability: The permeability is related to the connections of the system of pores like to the chemical and mineralogical composition of material. The very low porosity of the RPC does not make it possible to measure the permeability to water. One must then carry out permeability tests to gases.
The working surface of concrete tool must have a low permeability so as to initially limit the penetration of aggressive agents such as oils of rolling present on sheets. The tests permeability of concrete RPC200 hardened according to method CEMBUREAU (AFPC-AFREM, 1997) approximately presents a very low value compared to the ordinary concrete (1.5x10-20 m2).
Porosity accessible to water: Porosity was measured according to the recommended procedure (AFPC-AFREM, 1997), which is equal to 2% for RPC200.
 | |
| Fig. 7: | Principle of test of the plane/plane tribometer |
Young modulus and poison’s ratio: The Young modulus is equal to 50000 MPa with a Poison’s ratio equalizes to 0.2. The thermal dilation coefficient is of 12x10-6 mm-1.
Abrasive wear: The test of abrasive wear at summer made on a plane/plane tribometer. This type of test is very similar to that of the Inland test, consists in making ravel at speed constant v sheet between two tight plane tools against sheet with a normal force H (Fig. 7) (Burlat, 1998).
At the time of the first phase which consists in drawing very slowly on sheet, initially we have a perfect adherence between sheet and the test-tube, the behavior is elastic and the curve is linear. Then, as soon as the coefficient reaches the static coefficient of friction, it there has slip of sheet and falls of the coefficient of friction.
 | |
| Fig. 8: | Evolution of the coefficient of friction according to the displacement of sheet |
We observe at the end of this first phase of strong fluctuations on the value of the coefficient of friction. Indeed, the tape speed applied is maintained to 1.6 m sec-1 out of the first 5 mm and after the first slip, of the intermittent cycles of adherence and slip occur. The hardness and the amplitude of these cycles are related to several parameters such as initial speed, the state of sheet, the stress of tightening. On the other hand at the time of the second phase, the tape speed being raised much, this transitory phenomenon disappears. The dynamic coefficient of friction almost does not vary (Fig. 8) (Felder, 1994).
Acquisition continuously of the forces in horizontal jack FH and vertical jack FV at the time of the cycles of friction makes it possible to determine the evolution of the coefficient of friction μ according to the displacement of sheet according to the Eq. 1.
| (1) |
The dynamic coefficient of friction of the tool in RPC200 is approximately 0.15. It is of the same order than that between the sheet steel and the cast iron tool.
Hardness: Measurements of hardness on RPC200 showed that during a test of penetration, system ROCHART (Rock Hardness Test), the stiffness is fixed initially by the properties of the paste and that, when one requests a zone of more important volume, one mobilizes greater quantity of aggregates and the penetration resistance increases.
The surface quality has a strong influence on the hardness of surface. At the time of the phase of loading, there are almost no differences between two surface qualities. This notable difference comes from the presence on the level of the smooth surface of a less resistant layer of a few tens of micrometers thickness which generally consists of silica smoke.
CONCLUSIONS
This study showed that the design of tools for stamping out of reactive powder concrete is strongly conditioned by their properties of surface. The improvement of these properties requires to develop a manufacturing process leading to tools having a perfect surface quality, no bubble of air present on working surface. The surface of the concrete tool must have a hardness and a behavior at wear high. The coefficient of friction between the surface of the concrete tool and sheet must be similar to that between the cast iron tools and sheet. The surface of the tool must have a low permeability in order to limit the penetration of the protective oils. The wear of surface must be done in a homogeneous way. It remains to quasi carry out tests of stamping on a line-industrial.
REFERENCES
- Tafraoui, A. and S. Lebaili, 2006. Valorization of the sand of dune of the Western erg (Algeria) in the formulation of the UHPC. J. Applied Sci., 6: 2833-2836.
CrossRefDirect Link