
B.F. Yousif
Faculty of Engineering and Technology Multimedia University, 75450 Melaka, Malaysia
K.O. Low
Faculty of Engineering and Technology Multimedia University, 75450 Melaka, Malaysia
N.S.M. El-Tayeb
Faculty of Engineering and Technology Multimedia University, 75450 Melaka, Malaysia
Journal of Applied Sciences
Year: 2006 | Volume: 6 | Issue: 6 | Page No.: 1380-1383







ABSTRACT
This study presents an experimental investigation to study the tensile characteristics of recycled polymers. A compression-molding machine is developed to fabricate the required polymeric composites. The selected recycled-materials are low-density polyethylene, high-density polyethylene and polypropylene. The experiments are conducted by universal tensile test machine. In addition, the effects of blending polymers with and without carbon black, in several percentages (3-10%) on tensile strength are investigated. After carried the results, it is found that blending LDPE, HDPE and PP with different proportion improves the tensile stress up to 20% (LDPE), 4% (HDPE) and 25% (PP). Meanwhile, the addition of carbon black increases the tensile stress by about 23% (LDPE), 2% (HDPE) and 23% (PP).
PDF Abstract XML References Citation
How to cite this article
B.F. Yousif, K.O. Low and N.S.M. El-Tayeb, 2006. Fabricating and Tensile Characteristics of Recycled Composite Materials. Journal of Applied Sciences, 6: 1380-1383.
DOI: 10.3923/jas.2006.1380.1383
URL: https://scialert.net/abstract/?doi=jas.2006.1380.1383
DOI: 10.3923/jas.2006.1380.1383
URL: https://scialert.net/abstract/?doi=jas.2006.1380.1383
INTRODUCTION
Polymers are being increasingly used in many applications in view of their good strength and low densities. The pursuit of polymeric materials exhibiting specific properties has led to an ever increasing interest on the blending of different polymers (Tang and Beatly, 2001). In this aspect, the effect of additives content such as fillers and reinforcing agents is of particular interest and significance, especially on the improvement of the mechanical properties such as tensile strength, stiffness and creep. For instance, Ronkay and Czigan (2005) observes that 15 wt. % basalt fiber reinforcement enhances the tensile, bending and impact strength of recycled polyethylene.
Nevertheless, the increasing amount of plastics, the escalating demand for more land for landfills and the groundwater contamination by landfills still remains a critical barrier to its wider application (Reilly, 1990). In this instant, plastic recycling has received considerable attention amid growing environmental concerns, as well as potential economic benefits of using recycled plastic (Evelin et al., 2000). It is noted that besides eliminating waste, recycling consumes up to only 30% of the energy needed to produce virgin resin (Santos and Pezzin, 2003). These recycled polymers also have great potential due to their characteristic. For example, Christenson et al. (1992) found that recycled HDPE is essentially equivalent to virgin HDPE.
Polymers are fabricated into shapes by various techniques such as compression molding, hand lay-up, blow molding, transfer molding and filament winding (Alauddin et al., 1995). The compression molding technique is commonly employed as it offers advantages such as simple mold design, low maintenance and low residual stresses in the molded parts (Edwards, 1998).
Low density polyethylene (LDPE) is the most widely used polymer typically as packaging film and domestic wares due to its flexibility, durability and low cost (Kalpakjian and Schimid, 2001). High density polyethylene (HDPE) has a higher density and is more crystalline than LDPE. Thus, it offers greater impact resistance, high tensile strength and high stiffness. Due to its non-toxic nature, HDPE are often used in kitchen and hospital wares (Kalpakjian and Schmid, 2001). Polypropylene (PP) is often compared with HDPE because many of its properties are similar. However, polypropylene has a higher melting point, allowing certain applications that preclude use of polyethylene (Groover, 2002). Its applications include containers, automotive components and tool handles (Kalpakjian and Schmid, 2001). Carbon black (CB) is a black and odorless substance mainly used in the rubber industry. It restricts the chain mobility of the polymer molecules, resulting in enhanced strength and stiffness (Shackelford, 1998).
The aim of this research is to investigate the influence of carbon black as a reinforcing agent on tensile strength of recycled thermoplastic composites. A simple compression-molding machine is developed to fabricate test specimens from recycled LDPE, HDPE and PP. The effects of adding carbon black in several percentages (3-10%) on tensile strength are investigated using universal tensile tests.
MATERIALS AND METHODS
Recycling selection of the materials: LDPE, HDPE and PP thermoplastics are selected as resins for the study because they are recyclable, popular and low cost. The recycling process involves three main activities. The first step is to collect and sort plastic wastes according to types, followed by compressing them into small pieces. The second step involves melting the solid plastic into liquid state, after which it will be allowed to solidify again. The last step is to cut these cured plastic into granules.
Compression molding machine: The compression molding technique is selected due to its simplicity and low cost. Figure 1 shows the schematic illustration, in three-dimensional drawing, of the compression-molding machine. The base plate (1) acts as the platform to support the molding section and maintain the rigidity. The machine contains of four base stand (2) that provides adequate clearance for the eject plate. The eject plate (3) designed with four pins to eject the finished specimen from the lower mold. The lower mold (4) consists of the cavity with small exit holes for excess the bubbles from materials. While the upper mold (5) is use to compress the molten resin so that it flows and inherit the cavity shape. The resin is melted by the application of a 200 Wheater, which are fixed in both upper and lower mold.
Regarding the control system, the temperature are controlled and measured by K-type thermocouples. In addition, relays and temperature indicator are adopted to control the composite temperature.
To insulate the mold from the low environment temperature, the lower and upper mold were insulated and made of wood to minimize the heat loss. Whereas, the side cover (8) assist to reduce the heat transfer to the environment by radiation. The upper plate (9) serves as added weight to increase the compressive force.
Finally, the compression molding machine is mainly made of JIS S45C carbon steel to gain high strength and impact resistance. The machine is fabricated locally. Figure 2 shows the final product of the compression-molding machine with its control system.
Material preparation: A standard procedure is used to carry out the material preparation. After spraying release agent on the molds to prevent specimen from sticking to the cavity, the molds are preheated at 90°C for 10 min. Raw materials in granular form were mix uniformly and poured into the cavity. The specimen compositions are given in Table 1.
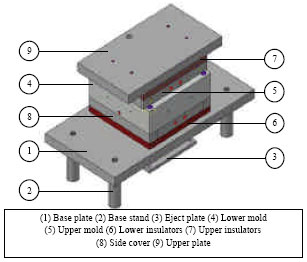 | |
| Fig. 1: | Three-dimensional drawing of the compression-molding machine |
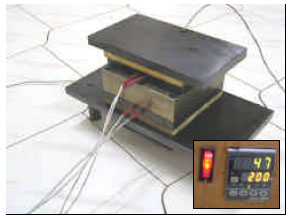 | |
| Fig. 2: | Photograph of the compression-molding machine with the control system |
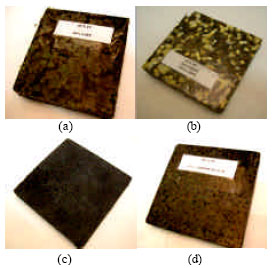 | |
| Fig. 3: | Samples of the prepared composite materials: (a) Specimen No. 5 (b) Specimen No. 7 (c) Specimen No. 10 (d) Specimen No. 15 |
| Table 1: | Specimen compositions (wt. %) |
 | |
Subsequently, the lower mold is closed with the upper mold. Pressure is exerted by adding 60 N on the upper plate. Temperature is then increased until the melting point and is left constant for 30 min, after which the heater is switched off. As the machine cools down and reaches ambient temperature, the polymeric composite will solidifies. After the upper mold is withdrawn, the composite material is removed using the eject plate. Some samples of the prepared composites materials are shown in Fig. 3.
Experimental details: Test specimens of size 100x15x7 mm are cut from the processed materials and are subjected to tensile test using universal tensile test machine. Tensile tests measure the force required to break the specimen and the extent to which the specimen stretches or elongates to that breaking point. The stress, α is defined as α = F/A0 where F is the load on the specimen with an original cross sectional area A0.
RESULTS AND DISCUSSION
Effect of blending: From Fig. 4 it can be observed that blending 50% LDPE with 50% HDPE gives the highest tensile strength of 48 MPa, followed by the blending 50%HDPE with 50% PP (44 MPa) and blending 33% LDPE with 33% HDPE and 33% PP (43%). The blend of 50% LDPE with 50% PP has the smallest tensile strength which is 41 MPa. The composite of LDPE and HDPE has the highest tensile strength as these polymers have similar crystalline structure that makes them easier to blend.
On the other hand, the composite of LDPE and PP has the lowest tensile strength because their polymer chains are somewhat different. As a result, they are not able to blend easily. This trend indicated that among the three polymers considered, HDPE is the most suitable polymer to blend with as it imparts good tensile properties to its blend.
 | |
| Fig. 4: | Effect of blending recycled thermoplastics with different proportion on tensile strength |
 | |
| Fig. 5: | Effect of carbon black on tensile strength of recycled thermoplastics |
The results also revealed that the polymeric composites have higher tensile strength than the tensile strength of its polymer alone whereby blending LDPE, HDPE and PP with different proportion could improve the tensile stress up to 20% (LDPE), 14% (HDPE) and 25% (PP).
Effect of carbon black: It can be observed that CB enhances the tensile strength of LDPE, HDPE and PP (Fig. 5). This result indicated that CB can be employed as reinforcement agent to all the three polymers, whereby the addition of carbon black increases the tensile stress by about 23% (LDPE), 12% (HDPE) and 23% (PP).
Interestingly, the result revealed that there is an increasing trend as the proportion of CB increases. However, it also suggests that further increment in CB proportion would only cause slight improvement in the tensile strength. Even so, it can be deduced that CB is a suitable reinforcement agent for recycled LDPE, HDPE and PP.
CONCLUSIONS
| • | The overall quality of the produced specimens demonstrated that polymer processing is attainable using a simple and economical compression-molding machine. |
| • | It was demonstrated that recycled polymers could be blended and reinforced with CB to enhance its tensile strength for wider applications. |
| • | Blending LDPE, HDPE and PP with different proportion could improve the tensile stress up to 20% (LDPE), 14% (HDPE) and 25% (PP). Meanwhile, the addition of carbon black increases the tensile stress by about 23% (LDPE), 12% (HDPE) and 23% (PP). |
REFERENCES
- Alauddin, M., I.A.E. Baradie and M.S.J. Hashmi, 1995. Plastics and their machining: A review. J. Mat. Proc. Technol., 54: 40-60.
Direct Link - Edwards, K.L., 1998. A designers' guide to engineering polymer technology. Mater. Design, 19: 57-67.
Direct Link - Evelin, D.B., C.C. White and M.T. Shaw, 2000. Mechanical properties of blends of HDPE and recycled urea-formaldehyde resin. J. Applied Polym. Sci., 77: 3220-3227.
Direct Link - Ronkay, F. and T. Czigany, 2005. Development of basalt fiber reinforced recycled PET. Proceeding of the 8th Polymers for Advanced Technologies International Symposium, Sep. 13-16, Budapest, Hungary, pp: 1-3.
Direct Link - Santos, P. and S.H. Pezzin, 2003. Mechanical properties of polypropylene reinforced with recycled-pet fibres. J. Mater. Process. Technol., 143-144: 517-520.
CrossRefDirect Link