
Ghazi Salem AL-Marahleh
Department of Materials and Metallurgical Engineering, Al-Balqa Applied University, Al-Salt, Jordan
Journal of Applied Sciences
Year: 2005 | Volume: 5 | Issue: 5 | Page No.: 862-867







ABSTRACT
Proper apparatus was designed to facilitate the application of suitable normal load on cylindrical shape steel specimen. The pattern of roughness and wear has been obtained by changing the sliding speed, the number of passes and surface roughness under both dry and lubricated conditions. In case of lubricated conditions the influence of prior roughness is not pronounced. Friction and wear had increased with time under dry sliding conditions, but under lubricated conditions friction and wear had decreased with increased running time. The increases in normal load tends to decrease the friction under lubricant conditions more than that under dry sliding conditions. Siezur takes place under dry sliding conditions at higher normal load and lower surface roughness. Phosphorated oil film was superior in minimizing friction and wear compared to other lubrications oils.
PDF Abstract XML References Citation
How to cite this article
Ghazi Salem AL-Marahleh, 2005. Mechanism of Sliding Wear under Lubrication Conduction A1-Balqa Applied University. Journal of Applied Sciences, 5: 862-867.
DOI: 10.3923/jas.2005.862.867
URL: https://scialert.net/abstract/?doi=jas.2005.862.867
DOI: 10.3923/jas.2005.862.867
URL: https://scialert.net/abstract/?doi=jas.2005.862.867
INTRODUCTION
The regime of boundary lubrication is defined as that in which the sliding surfaces are separated by lubricant films. The chemical and physical nature of the surfaces and the lubricant are of major importance. Such films may contain only one or few layers of lubricant molecules[1].
The main function of the lubricant film in boundary lubrication is to reduce the amount of initiate metalic contact between the surfaces by interposes a layer that is not easily penetrated and that it possesses relatively low shear strength[2].
It has been found through experiment investigation that liquid fatty acid oil is much more effective as boundary lubrication mode than other organic molecules of comparable chain length, such as alcohols. It has been observed that the organic boundary lubricants are effective at up to about 200°C. They can be made more effective at higher temperature (up to about 700°C) compound in extreme contact pressure such as sculpture and phosphorous. It must be recognized that with these compounds the layer formed between surfaces is a solid compound film, rather than the oil film formed by reaction with additives in the oil.
Under severe conditions of loading and lubrication, such as point contact in spheres or line contact in rollers, the contact pressures are very high due to small contact area[3]. Even under severe sliding conditions, it has been found that hydrodynamic lubrication plays an important role in reducing friction and wear. This has been attributed to the exponential increase in viscosity of oil with pressure and the elastic deformation of contact surfaces, giving rise to the hydrodynamic effect, which called elasthydrodynamic lubrication. Several parameters affect the film thickness, such as elastic properties of materials, surface geometry, viscous properties of lubricant and external variables such as load and speed[3,4]. Formulas has been put forward for estimating the minimum film thickness if the operating conditions are known[5]. It has been found by theory as well as experimentally that the effect of speed parameters is much more predominate compared to load.
In conventionally lubricated hydrodynamic bearings the oil film thickness is comparatively large (about 0.05 mm) and the contact pressure is low about (about 106 pa). The frictional resistance is proportional to the viscosity and independent of the contact pressure when oil behaves as a newtonian fluid.
Blue[3] initiated theoretical studies by considering the lubricant films between two rigid cylinders. His results did not include a reduction of the effective lubricantion film thickness, which is significant when compared with the size of the surface irregularities.
The predictions of earlier hydrodynamic theories of gears and rolling contact bearings differed substantially from experimental findings. Considerations of elastic deformation have resulted in closer agreement between theory and experiment.
The most important practical aspect of elastohydrodynamic theory is the determination of the minimum film thickness at the contact surfaces. The minimum film thickness which is of the order of 0.1-1.0 mm may modify the properties of the lubrication. It has been reported that the flow properties of a liquid may be modified by the close proximity of a solid surface. These modifications may range from a small increase in viscosity to the modifications may range from a small increase in viscosity to the appearance of rigidity, when The depth of the affected zone ranges from 1 to l0 mm[6].
It was latter concluded that the physiological abnormalities do not extend more than a few molecular diameters from a solid boundary. Such zones of enhanced viscosity could be of important in the lubrication of machinery[7].
MATERIALS AND METHODS
The test specimen system consists of three part as shown in Fig. 1. The first part is an electrical motor of 3000 rpm maximum value. The speed can be changed by a resistance to any required value. A mild steel specimen of cylindrical shape outer diameter is (4.9 cm), inner diameter (2.4 cm) and length (5.0 cm), which was specially designed to be transversely loaded under rotating conduction. The hardness value and chemical composition of the cylindrical shape specimen are shown in Appendix 1. The three steel bolls specification are also shown in the Appendix 2.
The specifications of the oils used in this work are shown in Appendix 2.
Certain lubricated oil film was measured by using measuring glass tube with oil volume seal the dropping of oil was adjusted from (5-6) drops per minute which allowed a lubricated oil film thickness of about (0.4-0.5) mm in each test.
The experimental program is divided into three stages which included different parameters and several sliding conditions as shown in Table 1.
 | |
| Fig. 1: | Loading system |
Dry sliding condition: Sliding without any surface films rather the natural oxide film which appears due to the reaction of humidity with the metal surface.
At a certain sliding speed and when the normal load increased the coefficient of friction decreased as shown in Fig. 2. The build up of oxide film depends on sliding surfaces temperatures which in turn depends on the normal load and sliding speed. At a certain value of normal load and sliding speed, the coefficient of friction increased with running time, this may be due to the lower stability of the oxide film which easily removed with running time.
At constant load the coefficient of friction and the wear rate decreased as the sliding speed increased (Fig. 2 and 3). The decrease of the coefficient of friction with speed increase appears to be due to the formation of oxide film at higher speed. However this oxide film could be removed at a faster rate, this leads to a higher rate of wear as observed.
At certain normal load and sliding speed and surface roughness, the coefficient of friction increased with running time as shown in Fig. 2.
| Appendix 1: A. Balls: | Specification of the sliding material balls (rider) and the rotate cylinder Three chromium alloys steel balls were used (A, B, C) Chemical composition |
 | |
| Appendix 2: | The specification of oils |
 | |
| Table 1: | Details of the test parameters |
 | |
 | |
| Fig. 2: | Coefficient of friction versus time for dry sliding |
The observed values of coefficient of friction under dry sliding conditions and for different value of load and speed have been given in Table 1.
More seizure occurs between sliding surfaces and decreased when the surface roughness increased.
Sliding with lubricated surface film: Lubricated surface film was one of many solutions to minimize friction and wear in metallic sliding surfaces.
 | |
| Fig. 3: | Coefficient of versus time and lubricated sliding |
| Table 2: | Coefficient of friction value at various loads |
 | |
At constant sliding speed the coefficient of friction decreased, when the applied load was increased, the lubricant films adhere to the surface and results in increase of the stability of the film with running time as shown in Fig. 4-6.
At certain sliding speed the wear rate increased with the load increases under lubrication conditions of different oils and in smaller extent compared with that in dry sliding condition as shown in Fig. 7 and 8.
The coefficient of friction decreased when the sliding speed increased. More stable films formed as the temperature of the counter surface increased (Fig. 3-6).
| Table 3: | Experimental data for dry sliding wears with ground Surface, (A), C.L.A = 2.5-206 mm |
 | |
 | |
| Fig. 4: | Coefficient of friction versus time under lubricated sliding |
 | |
| Fig. 5: | Coefficient of friction versus time under lubricated sliding |
 | |
| Fig. 6: | Coefficient of friction versus time under lubricated sliding |
 | |
| Fig. 7: | Wear rate versus under dry and lubricated sliding |
 | |
| Fig. 8: | Wear rate versus load under dry and lubricated sliding |
 | |
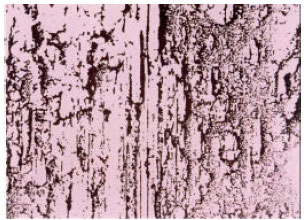
| Fig. 9: | Lubricated sliding surface (sulphated oil), C.L.A =1.3 m |
 | |
| Fig. 10: | Lubricated sliding (Phosphorated oil), C.L.A = 2 |
 | |
| Fig. 11: | Dry sliding surface, C.L.A =4.2 m |
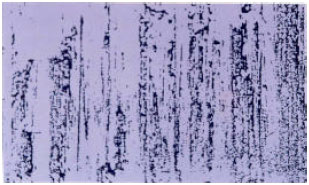 | |
| Fig. 12: | Lubricated sliding surface (Straight oil), C.L.A= 0.7 m |
Different lubricated films were used and they have different effect on coefficient of friction and wear rate soluble oil causes higher friction and wear compared with straight mineral oil, due to lower surface films stability as shown in Fig. 6.
Sulphurated oil has mostly high friction and wear when compared with straight mineral oil. The decrease in surface film thickness and lower stability leads to the formation of oxide film, which required a high shear stress to be removed from the surface. straight mineral oil behaves in the same manner as sulphurated oil when compared with phosphorated oil and other wear behavior as shown in Fig. 9-12.
Phosphorated oil was the best oil used to minimize the friction and wear due to the formation of higher stability and higher film thickness with increasing of applied load and sliding speed.
At elastic loading conditions and low sliding speed the coefficient of friction is slightly reduced when compared with dry slightly condition. However at plastic loading condition of friction is quite appreciable.
A summary of the observed coefficient of friction values for different loads with sliding time of 10 min is given in Table 2.
However the value of minimum film thickness at 400 rpm (1.0 cm/sec) at (2.54 N) load is about 0.09 Since this thickness is much smaller than the surface roughness (c.l.a = 0.7 mm), the elastohydronamic lubrication is not likely to occur in the beginning of running (Table 3). With increasing running with increasing running time, the surfaces are likely to be smoothened which may give chances to partial elaste-hydronamic lubrication conditions.
CONCLUSIONS
| 1. | In the dry condition the friction and wear increased with sliding time. In sliding under lubricated conditions, friction and wear decreased with increase in running time, due to the formation of stable film, which prevents solid-to solid contact. |
| 2. | The coefficient of friction in case of oil lubricated condition decreases more than in case when dry sliding condition used. The difference in surface film stability between lubricant films and oxide films is significant. |
| 3. | With increase of sliding speed the friction is affected in the same manner as with increase of load. |
| 4. | In dry sliding conditions, the surface roughness affects friction and wear. The friction decrease and wear increase with the increase in surface roughness. |
| 5. | Seizer occurs in dry sliding under plastic loading conditions and rough surfaces, more solid-to-solid contact, metal transfer from one surface to the other. |
| 6. | In case of lubricated conditions, the phosphorated oil was superior in minimizing friction and wear, more stable film at plastic loading condition. |