
A. Claude
Growth Centre, Anna University, Chennai 600 025, India
V. Vaithianathan
Growth Centre, Anna University, Chennai 600 025, India
S. Moorthy Babu
Growth Centre, Anna University, Chennai 600 025, India
P. Ramasamy
Growth Centre, Anna University, Chennai 600 025, India
Journal of Applied Sciences
Year: 2005 | Volume: 5 | Issue: 10 | Page No.: 1744-1748







ABSTRACT
Lithium Niobate crystals have a wide range of attractive properties like Electro-optic, Ferro-electric, Piezoelectric, Dielectric, NLO etc., They are widely used as Frequency doublers, Q-switches, Waveguide substrates, Electro-optic and SAW devices. Single crystals of transparent Lithium Niobate (LiNbO3) were grown by the Czochralski technique using an indigenous crystal growth workstation. The cut and polished samples were characterized for their structural, surface and mechanical properties.
PDF Abstract XML References Citation
How to cite this article
A. Claude, V. Vaithianathan, S. Moorthy Babu and P. Ramasamy, 2005. Structural Investigations on Lithium Niobate Grown by Czochralski Technique. Journal of Applied Sciences, 5: 1744-1748.
DOI: 10.3923/jas.2005.1744.1748
URL: https://scialert.net/abstract/?doi=jas.2005.1744.1748
DOI: 10.3923/jas.2005.1744.1748
URL: https://scialert.net/abstract/?doi=jas.2005.1744.1748
INTRODUCTION
Single Crystals of Lithium Niobate have many useful properties[1-3] such as Ferroelectrics, Photoelectrics, Photorefractives, Piezoelectrics, Acousto-optics and Non-linear optics. They are used in many strategic and technological areas of science as transducers, optical modulators and optical frequency multipliers, E-O modulators, Second Harmonic Generators and as SAW devices. The bulk crystal growth of Lithium Niobate were grown in the melt growth process by Czochralski Technique using a 40kW, 25kHz mid-frequency induction heating furnace[4]. Growing quality Lithium Niobate Crystals is a challenging task which needs an efficient afterheater assembly. A suitable afterheater was also employed so that the crystal refrained from cracking during the growth process.
INSTRUMENTATION
The growth of Lithium Niobate crystal requires an optimized Czochralski crystal growth workstation[5] with a coupled afterheater along the vertical growth direction (Fig. 1). A double walled stainless steel crystal growth chamber (150cm diameter) with a coolant water circulation facility was fabricated (SS16). A 1kg crystal growth workstation (12 feet high) was fabricated with SS and MS (Mild Steel) parts with a suitable translation and rotation setup. The after heater[6] was fabricated with Kanthal wire wound vertically along a mullite muffle that served both as a furniture and a heat shield during the growth process. The after heater was optimized to withstand 1000°C during growth process.
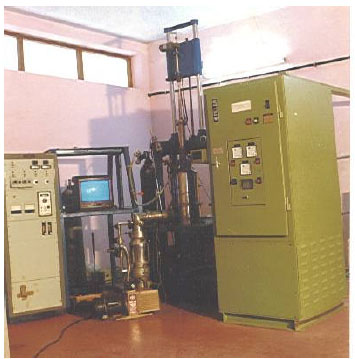 | |
| Fig. 1: | Corresponding author: |
CRYSTAL GROWTH OF LITHIUM NIOBATE
Pre-synthesised charge of Lithium Niobate (4N purity) was taken in an 110cc platinum crucible and placed concentrically to couple with the water cooled copper induction heating coil. The efficiency of the 40kW, 25kHz Pillar Indution heating system is that it reached the melting point of the Lithium Niobate charge in less than 5 sec. The After heater was arranged on top of the induction heating coil assembly and heated resistively. The optimized design of the induction heating coil was used for the growth runs. The afterheater was heated initially to reach 900°C and the induction heating system set and operated in power mode where 100% = 40kW. Lithium Niobate was molten at 1250°C which corresponds to 35% of the operating power. A Raytek-Raynger IR laser pointed hand held optical pyrometer read the temperature at the surfaces based on the emissivity of the materials involved. The molten charge was homogenized by raising the temperature 5°C above the melting point and maintaining it for 4 h. After achieving complete homogenization of the melt, the [100] oriented Lithium Niobate seed was lowered into the melt to achieve the solid liquid interface(7,8). A portion of the seed melts and forms an interface with the melt. Crystal Growth was commenced by applying a minimal rotation (10 rpm) and translation rate (0.5 mm/h). The interface solidifies where an increase in the diameter of the crystal was noticed. After attaining the optimal diameter elbow (30 mm) the translation rate is increased to 1 mm/h where the crystal is observed to grow as a solid cylinder with no increase in the diameter. After attaining a length of 40 mm the rotation rate and the translation rate are abruptly increased so that the interface breaks free from the melt lifting the crystal and isolating it from the melt. A near convex interface was obtained which is desired since concave interfaces may have impurity inclusions. After the crystal is lifted, it is left to anneal in an atmosphere of oxygen. Then cooling rates of 1-5°C h-1 for the first 50°C decrement from the melting point and a cooling rate of 5-7°C h-1 until the temperature reached 1000°C where a rate of 7-10°C was employed after reaching 600°C until room temperature. These cooling rates are essential since even the most carefully grown crystal of Lithium Niobate tend to develop cracks on the surface when the temperature fluctuates non-uniformly. The crystal was removed after acclimatising the crystal with room temperature for a period of 4 h (Fig. 2).
The harvested crystal was cut using a diamond tipped saw and lapped on polishing pads with diamond paste and alumina powder respectively. The cut and polished samples (Fig. 3) were subjected to mechanical, structural and surface investigations.
X-RAY DIFFRACTION
The Lithium Niobate sample was taken in a finely grounded powder form and loaded into a Rigaku X-Ray diffractometer. Most prominent peaks marked were concurrent with the reported values of ASTM data (file number 20-0631). The powder x-ray diffraction data were also used to calculate the lattice parameters by the least square fit method and the values were a = 5.1438 Å, c = 13.8466 Å and unit cell volume was 366.3574 (Fig. 4).
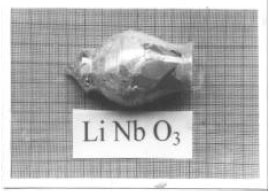 | |
| Fig.2 : | Grown crystal of Lithium Niobate |
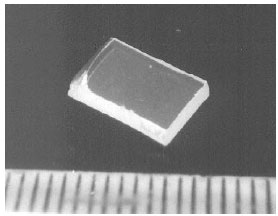 | |
| Fig. 3: | cut and polished LN sample |
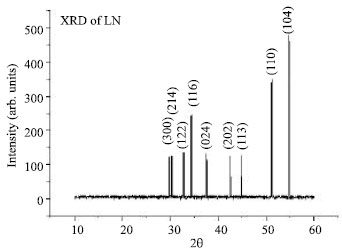 | |
| Fig. 4: | Powder XRD pattern of LN |
SCANNING ELECTRON MICROSCOPY
Various samples of the grown crystals of Lithium Niobate were subjected to Scanning Electron Microscope (SEM) analysis using LEO 440 Stereoscan to investigate the surface and growth morphology.
Analysis of the surface at 350x revealed a fairly smooth surface with the presence of regular gas entrapment bubble pits distributed at random (Fig. 5). Further magnification to 1kx made the bubbles appear more prominent.
 | |
| Fig. 5: | Bubble formation (350x) |
 | |
| Fig. 6: | Bubble view at (1 kx) |
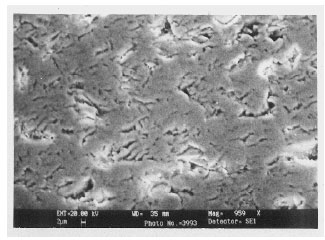 | |
| Fig. 7: | Surface view of LN (959x) |
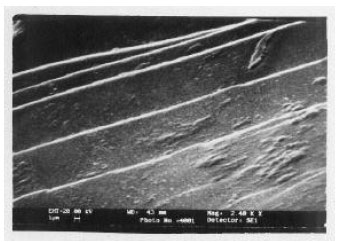 | |
| Fig. 8: | Stepped growth (3.4 kx) |
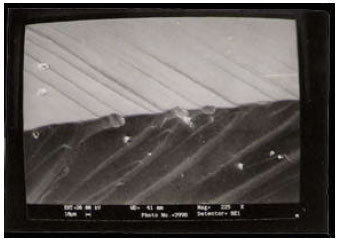 | |
| Fig. 9: | Strains on edges (255x) |
 | |
| Fig. 10: | Valley formation (622x) |
The diameter of a single possible gas encapsulated bubble was measured (Fig. 6) to be 5.9μm which shows that only trace amount of gases were adsorbed which will not alter the structural and composition of the crystal in any way.
The presence of LiO2 rich skin was observed[9] in CZ grown Lithium Niobate in atmospheric ambients. Since the growth was carried out in atmospheric ambient, there is a possibility of oxygen escape in traces. This can be viewed on the sample from the top portion of the crystal which had blisters which were due to the escaping of gases (Fig. 7).
The crystal was also observed to develop a yellowish tinge where the intensity of the colouration increased with the number of re-melts and repeated growth. This increase in the colouration of the crystal can be attributed to the decrease of oxygen content in the grown crystal. Annealing the grown crystal in an oxygen rich ambient makes the colouration disappear. Furthur investigation in one cleaved area of the grown crystal (at 1 kx) revealed that the growth process was taking place in a stepped fashion (Fig. 8). The surface along the direction of cleavage were analysed for minor details. At 225x it was observed that growth striations were more random and the growth appeared to be strained along the edges (Fig. 9) which is very much evident by the occurrence of prominent strains. This confirms that the strains and the stresses which affected the crystal during the growth process were present only at the surface and had not penetrated into the crystal. A Valley formation (Fig. 10) was also seen between the stepped growth region and the smooth region which confirms that the quality of the crystal below the strained exterior surface is of a superior quality comparatively.
MICRO-INDENTATION TESTS
Microhardness tests are essential to find the hardness of the material grown and to estimate the amount of maximum mechanical stress it can withstand. Cut and polished samples of Lithium Niobate were indented using a Lietz-Wetzler P1191 Microhardness tester fitted with a Vikers pyramidal indenter with an optical angle of 136° between the opposite pyramidal faces. Observations of the various indentation tests were done using the Metallux-II Metallurgical Microscope.
An indentation time of 10 sec were applied uniformly for loads 5,10,25,50,100g. The hardness value of the cut and polished Lithium Niobate crystal samples were found to increase proportionally with the applied loads untill 50g (Fig. 11). Beyond 50g the samples developed mild cracks on the pyramidal indentation edges.
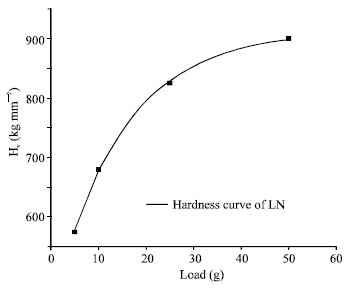 | |
| Fig. 11: | Vickers microhardness of LN |
Further increase in the load evolved large prominent cracks. The hardness values were calculated using the formula:
CONCLUSIONS
Single crystals of Lithium Niobate were grown by Czochralski technique using an induction heating crystal growth workstation. The grown crystals were confirmed by X-Ray powder diffraction and investigated using Scanning Electron Microscopy. The Mechanical Properties were investigated using Microhardness tests.
ACKNOWLEDGMENTS
The authors AC and VV are thankful to DAE - NLP, CAT – Indore, towards financial grant for the successful execution of the NLP project
REFERENCES
- Abdi, F., M. Aillerie, P. Bourson, M.D. Fontana and K. Polgar, 1998. Electro-optic properties in pure LiNbO3 crystals from the congruent to the stoichiometric composition. J. Applied Phys., 84: 2251-2254.
CrossRefDirect Link - Tsukada, T., K. Kakinoki, M. Hozawa, N. Imaishi, K. Shimamura and T. Fukuda, 1997. Numerical and experimental studies on crack formation in LiNbO3single crystal. J. Crystal Growth, 180: 543-550.
CrossRefDirect Link - Niwa, K., Y. Furukawa, S. Takekawa and K. Kitamura, 2000. Growth and characterization of MgO doped near stoichiometric LiNbO3 crystals as a new nonlinear optical material. J. Crystal Growth, 208: 493-500.
Direct Link
jegatheesan Reply
This is Jegatheesan, working as a Lecturer in Private Engineering College and also doing research in Nonlinear Optics. The paper is very useful to go through my research in a correct root. The way of presentations in paper is very nice.