
Tian-Syung Lan
Department of Information Management, Yu Da College of Business, Miaoli County, Taiwan 361, Repulic of China
Ming-Yung Wang
Department of Mechanical Engineering, Tatung University, Taipei, Taiwan 10451, Repulic of China
Information Technology Journal
Year: 2009 | Volume: 8 | Issue: 6 | Page No.: 847-854







ABSTRACT
In this study, an analytical model of a rectangular thermoplastic ABS (Acrylonitrile Butadiene Styrene) plastic cover with rib of a given thickness (2.8 mm) was introduced and the dimensions as well as width of the rib were selected as the control factors for simulation. Additionally, the deflection under a constant force of 150 Newton at the back centre of the cover was defined as quality characteristic. Moreover, the L9(34) orthogonal array for four factors and three levels from Taguchi method was additionally considered to layout the 34 = 81 sets of full simulations. By commencing the BPN (Back-Propagation Network) to learn the selected 45 sets of simulated results. The remaining 36 sets of simulated results are then employed to verify and construct a quality predictor of rib design. Considering the learning rate as 1 and momentum factor as 0.5, the results of 20000 times of BPN training through a hidden layer indicated that the accuracy of deflection prediction reached 95.87%. In this study, the full FEM (Finite Element Method) simulated results from the 81 sets of combinations layout by Taguchi method are learned and verified by BPN for the design of injection-molded rib. It is shown that the quality of a plastic rib can surely be effectively found with the proposed economic and prospective BPN. This study exactly contributes an economical technique to the quality prediction of rib design for plastic injection industry in minimizing the development period of a new product.
PDF Abstract XML References Citation
How to cite this article
Tian-Syung Lan and Ming-Yung Wang, 2009. Quality Prediction Model of Injection-Molded Rib Design using Back-Propagation Network. Information Technology Journal, 8: 847-854.
DOI: 10.3923/itj.2009.847.854
URL: https://scialert.net/abstract/?doi=itj.2009.847.854
DOI: 10.3923/itj.2009.847.854
URL: https://scialert.net/abstract/?doi=itj.2009.847.854
INTRODUCTION
Rib is commonly designed and utilized in a plastic product to raise the strength (Chang, 1998). Practically, the thumb rules are often followed to reduce the difficulties occurred in product formation and function, especially in the rib design, which will affect the strength and shape of a plastic product (Aref et al., 2001). Nevertheless, the existing researches hardly provide the solutions to this popular rib design and application.
The plastic rib not only increases the rigidity and strength of a product effectively, but also enhances the fluidity of the injected material to fill the mold as the function of an inter-runner. The optimal design of a rib surely will save plastic material, reduce weight, shorten design cycle time and minimize the problem by thick cross-section. The inconsistency wall thickness of a plastic injected product often delivers serious warp and size problem. Considering the product cost, it is rather utilizing the rib than increasing the wall thickness. When the rib is thicker comparing to the wall thickness, the sink marks will occurred easier. These sink marks have to be avoided or appeared on other side than the external shape of the product.
With these viewpoints above, the experience rules of injection molding design for a plastic rib in a product are selected to primarily layout the design parameters and the strength of the product is determined to be the objective of this study. Through, the constructed 34 = 81 sets (arranged from L9(34) orthogonal array (Park et al., 2005; Chang, 2000; Wei, 2002) of full experimental ANSYS simulations (Kan and Chen, 2004; Hong et al., 2002; Moaveni, 2001; Chen and Tsai, 2002), the quality prediction model of a plastic rib can then be learned and verified by BPN (back-propagation network) (Yang and Lee, 1999; Wang, 2007). Thus, the period for product development in the plastic industry is then furthermore reduced using the technique proposed in this study.
MATERIALS AND METHODS
Taguchi method: Taguchi design of experiments is an experimental method in improving the quality characteristic by the appropriate design parameters determined by practical operation on a site or virtual simulation from a computer. To efficiently reduce the numbers of conventional experimental tasks, the orthogonal array by using design parameter (control factor) in column and standard (level) quantity in row is proposed and further adopted. By using the analysis of parameters sensitivity to quality characteristic, the optimal parameters can thus be approached by Taguchi method.
The illustration of orthogonal array is usually symbolized as La(bc), wherein L is the symbol of orthogonal array. By using the associated numbers (i.e., a, b, c), both of the format and range can therefore be understood clearly. Here, a representing the total numbers of experiment is demonstrated in the row of the orthogonal table. Level number b, a, means that b numbers of design conditions are considered. c, the number of design parameters or factors, is presented in the column of the orthogonal array.
Taguchi robust design method is a powerful tool for the design of a high-quality system (Su, 2002; Palanikumar, 2008). Table 1 includes 18 standard orthogonal arrays listed by Taguchi method. For direct use of standard orthogonal arrays, the standard number of factors should be consistent with the standard number of the orthogonal arrays. Meanwhile, we should use the minimum orthogonal array that meets the requirements to save the expenditure of experiments.
Finite element method: Finite Element Method (FEM) (Chen, 2003; Tsai, 2003) is one of the modern calculation techniques in engineering structural analysis. It disconnects the whole system from continuum into many finite individual elements. Each element is connected with several nodes.
| Table 1: | Standard orthogonal arrays |
 | |
| -: Not available in the table | |
By using interpolation function (or shape function), the nodes’ relationship to the neighbor hood can then be clearly constructed. By taking the geometry information into the minimum potential energy theory and stationary function theory, the linear equation set or matrix form will be constructed, thereafter, all local finite elements are reassembled into the existed global system. Consequently, the locations of nodes can thus be obtained.
The steps of FEA in solid mechanics are presented and described as below:
Step 1: Local equilibrium equation:
| (1) |
where, [k]e is the local stiffness matrix of the element e and {u}e is the displacement of the element’s nodes.
Step 2: Global equilibrium equation:
| (2) |
where, [k]g is the structural (global) stiffness matrix, {u}gis the structural (global) displacement vector at nodes and {f}g is the structural (global) external force vector at nodes.
Step 3: Boundary condition of displacements at nodes: Taking the given displacements {u}g of boundary nodes into Eq. 2.
Step 4: Boundary condition of external forces at nodes: The given values of external forces {f}g at boundary nodes are taken into Eq. 2 to simplify the calculation.
Step 5: Solution of linear equations: Using the information from step 2 and 4, n numbers of the linear equations can be solved simultaneously. Both the displacements and related forces of the residual nodes will thus be obtained.
Step 6: Postprocessor: Through, the displacement and force from step 5, the relevant curves of structural displacement and location as well as other stress and strain can be furthermore plotted evidently.
Artificial neural network: Artificial Neural Network (ANN) means the simulation of computation system of biological neural network, including software and hardware and used a great deal of linking artificial neuron to simulate the ability of biological neural network.
Artificial Neural Network (ANN) is a parallel and distributed computation model that has properties of high parallelism, distributed associative memory, fault tolerance, adaptability and ability to learn from environment. It has been widely used in graphic identification, language identification, language synthesis, signal processing, image compression, expert system construction and policy-decision (Wang, 2007).
In view of the facts presented above, BPN can simply predict external factor and furthermore to evaluate its value. It has excellent learning and prediction ability and can successfully solve many problems of design optimization. Therefore, it should be able to establish a complete quality prediction model of plastic rib design.
EXPERIMENTAL SETUP
This study was conducted in Yu Da College of Business during August 2007 to July 2008. The detailed experimental processes are described as follows:
Deflection measurement: A designed instrument in measuring the deflection of material has been set up and shown in Fig. 1. The adjustable chucks equipped at both ends of the platform are used to fix the plastic material for the deflection measurement purpose. Two kinds of testing sheets (named A and B) shown in Fig. 2 and 3 were selected. Applying a constant force of 150 N, an average force applied by human body, at the back centre point of the thin ABS beams, the precision measuring dial gauge (measuring range: 0∼10 mm, precision: 0.01 mm) can thus sense the deflection (δ) from the two types ABS test pieces (tensile stress 15000 p.s.i.) individually. The experimental results are therefore used to verify the accuracy of the settings of parameters and boundary condition in the established ANSYS model (Kan and Chen, 2004; Hong et al., 2002).
The total weight of the counterweight and related forcing pole are measured five times and the average value of these data is then derived. The resultant weight is totally in 328 g.
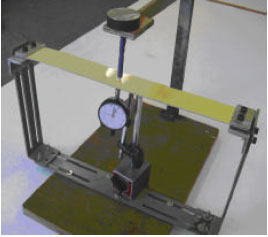 | |
| Fig. 1: | Deflection measuring setup |
 | |
| Fig. 2: | Dimensional illustration of type A thin beam, (2.5 mm thick ABS plate) |
 | |
| Fig. 3: | Dimensional illustration of type B thin beam, (2.5 mm thick ABS plate with a 10 mm reinforced rib) |
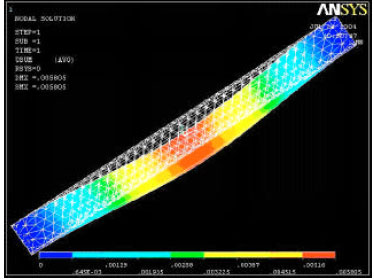 | |
| Fig. 4: | Deflection of type A thin beam with 150 Newton at the center (5.805 mm) |
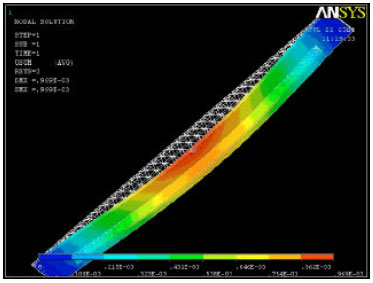 | |
| Fig. 5: | Deflection of type B thin beam with 150 Newton at the center (0.969 mm) |
The test piece is placed on the deflection-measuring platform, locked with four screws and compressed with two clips. As the effective length of the fixed thin beam is 366 mm, the boundary condition along the testing piece can therefore be regarded as totally fixed (i.e., all degree of freedom is zero in ANSYS).
Thereafter, the instrument is located below the test piece and calibrated later to be zero. Applying the loading of total weight (counterweight plus forcing pole) at the upper side of test piece and then recording the deflection from the dial gauge, the resultant deflection values from sheet A and sheet B are found to be 5.43 and 1.03 mm, respectively.
Operation verification for ANSYS: In this study, we use Pro/E to construct the 3-D graphic model for the thin beam and then transfer the geometric drawing into IGES with face-frame structure. The file is then transmitted into ANSYS. The solid 92 (Moaveni, 2001; Chen and Tsai, 2002) three-dimension element, which is often used for the isotropic solid problem, is selected as the analytic element type in ANSYS package. This can be utilized for engineering applications in large displacement, large strain, plasticity and creep. Additionally, the free mesh is selected for meshing process for time saving purpose in this study.
Before ANSYS simulation being performed, the unit transformation of force from gram to Newton is required. In this study, the elastic deformation is considered and the deflection is analyzed in stead of stress distribution. Introducing the related loading and boundary conditions (E = 2.1 Gpa, ∪ = 0.35, All DOF = 0) into ANSYS, the simulated deflection data at the center point can subsequently be obtained. Through, the deflection comparison between experimental and simulated data, the accuracy of parameter setting and package operation can be recognized and verified. The simulation results in test pieces A and B are shown in Fig. 4 and 5, respectively. It is shown that the simulated results are found reasonable compared to the real cases.
It is shown that the accuracy of ANSYS Model of test piece A reaches 95%, approximately. In addition, the accuracy of test piece B also settles at roughly 93%. Based on the verifications in the two experiments, the package operation, parameter setting and boundaries are found to satisfactorily meet the real world. Besides, it is proved that the reliability of ANSYS in structural analysis is absolutely high and acceptable.
SIMULATION
In this study, the parameter design of an ABS rectangular plastic cover with a 2.8 mm thickness which is commonly used for livelihood is introduced to the simulation. Under the circumstance of room temperature, the back centre of the cover is loaded vertically with a constant force of 150 N. The deflection of plastic cover at the back centre point is considered as the quality characteristic.
In this study, the selected four parameters (control factors), including the dimensions and width of the rib, are shown in Fig. 6 and described as below:
| Table 2: | Control factors and levels |
 | |
 | |
| Fig. 6: | Design parameters |
| Control factor A: H | = | Long length of the rib |
| Control factor B: h | = | Short length of the rib |
| Control factor C: t | = | Width of the rib |
| Control factor D: c | = | Back angle of the rib |
The deflection of the plastic cover under 150 N is served as the quality characteristic. Table 2 shows the four design parameters (control factors) and their levels.
RESULTS AND DISCUSSION
This study adopts L9(34) orthogonal array (Table 2) to establish 81 sets of full experiments. The cubic element of solid 92 is determined as the analytic element for deflection simulation in ANSYS. The related description of the setup is listed below:
Material Property (Beer and Johnston, 1999; http://www.thixomat.com):
| • | Isotropic material: ABS |
| • | Elastic coefficient : E = 2.1 GPa |
| • | Poisson’s ratio: ∪ = 0.35 (at 23°C) |
| • | DOF constraints and loading type |
All the degrees of freedom are constrained. It means All DOF = 0 (assuming the rear cover is fixed). Besides, a centrifugal and constant force of 150 N is acted at the back centre of the cover. Thus, the 34 = 81 sets of full experimental simulated results are then received as shown in Table 3.
This study then adopted Visual Basic language and MS SQL to develop the quality prediction system. The analogy of the relationship between input and output through relative small amount experimental data were used to construct training pattern (Table 4).The randomly selected 45 groups of experiments are input into the training pattern to explore the degree of convergence of BPN.
In Fig. 7, The RMSE (root mean squared error) were designed to verify the BPN convergence status between predicted output objective and real output objective in the process of 20000 trainings. The formula is:
 |
where, Ti is real output objective, Ei is prediction output objective, n is the number of times of execution and i is initial value.
After 12000 trainings, BPN was close to flat and not converged at 20000. It is found that giving 20000 times training to 45 groups of data of training neural network could help BPN to reach the effective weight and bias of prediction.
| Table 3: | Full experimental simulated results |
 | |
| Table 4: | Parameters of BPN training model |
 | |
 | |
| Fig. 7: | Convergence process of RMSE |
Through, the weight and bias of training of BPN and after confirming the accuracy of convergence process of BPN, we applied initial 36 groups to the verification of BPN and used CPE and MAPE to reinforce the verification of the accuracy of BPN prediction. Cost Percentage Error (CPE) is designed to verify and test the difference between the output by BPN multiple quality predictor and real output. After the CPE test, we need to further verify the integral BPN prediction accuracy. There were 35 data of prediction output value of the quality objective that their errors were within ±10% from real output except one that its error was greater than ±10% after CPE computation and 4.13% after MAPE computation. The prediction results showed that the research had significant prediction effect on the quality prediction.
By commencing the BPN to learn the selected 45 sets of simulated results. The remaining 36 sets of simulated results are then employed to verify and construct a quality predictor of rib design. Considering the learning rate as 1 and momentum factor as 0.5, the results of 20000 times of BPN training through a hidden layer indicated that the accuracy of deflection prediction reached 95.87%.
The injection mold design of plastic products is surely complicated. Designers often follow the rules from their own experiences to possibly diminish the functional problems that may occur on the products (Aref et al., 2001); especially on the rib design which will affect the strength, shape and cost of the product (Chang, 1998). Although, the rib is widely introduced into the plastic products, it is hardly to be reviewed from the existing researches. The results of this study not only provides the highly accurate (comparing to 90 to 95% accuracy for most of the BPN models) and economical quality prediction model of rib design for plastic injection industry as a reference, but also greatly reduces the cost on product development by minimizing the development period of a new product.
CONCLUSION
The mold design for a plastic injected product is deemed to be complicated. This study proposes an artificial approach to the rib design on a plastic injected product by using BPN. A practical design task of plastic injection molded product with rectangular cover has been fully discussed and exemplified. Additionally, the dimensions and width of rib are considered as the four control factors. The back center deflection of the plastic cover under a constant centrifugal force has been determined as the quality characteristic. By using the orthogonal array from Taguchi method, the 81 full numerical simulations by ANSYS are then received. The BPN is moreover introduced to learn the selected 45 sets of simulated results. The remaining 36 sets of simulated results are then used to verify and construct a quality predictor of rib design. It is shown that the accuracy of deflection prediction reached 95.87%. This study not only contributes an economical technique to the quality prediction of rib design for plastic injection industry, but also minimizes the development period as well as cost for a new plastic injected product.
ACKNOWLEDGMENTS
Financial support for this study was provided by the National Science Council Taiwan, Republic of China, under the contract of NSC 96-2622-E-237-003-CC3. The author would also like to thank the anonymous referees who kindly provided the suggestions and comments to improve this study.
NOMENCLATURES
This study is constructed on the basis of the following notations.
| La(bc) | = | Form of orthogonal array in Taguchi experimental method |
| A | = | Total numbers of experiment |
| b | = | No. of design conditions |
| c | = | No. of design parameters or factors |
| y | = | Measured deformation of a product (mm) |
| [k]e | = | Local stiffness matrix of the element e (N mm-1) |
| {u}e | = | Displacement of the element’s nodes (mm) |
| [k]g | = | Structural (global) stiffness matrix at nodes (N mm-1) |
| {u}g | = | Structural (global) displacement vector at nodes (mm) |
| {f}g | = | Structural (global) external force vector at nodes (N) |
| δ | = | Deflection of the product (mm) |
| H | = | Control factor A, long length of the rib (mm) |
| h | = | Control factor B, short length of the rib (mm) |
| t | = | Control factor C, width of the rib (mm) |
| c | = | Control factor D, back angle of the rib (mm) |
| E | = | Elastic coefficient (GPa) |
| ∪ | = | Poisson’s ratio |
REFERENCES
- Aref, A.J., S. Alampalli and Y. He, 2001. Ritz-based static analysis method for fiber reinforced plastic rib core skew bridge superstructure. J. Eng. Mech., 127: 450-458.
Direct Link - Palanikumar, K., 2008. Application of Taguchi and response surface methodologies for surface roughness in machining glass fiber reinforced plastics by PCD tooling. Int. J. Adv. Manuf. Technol., 36: 19-27.
CrossRefDirect Link - Park, J.H., K.M. Yang and K.S. Kang, 2005. A quality function deployment methodology with signal and noise ratio for improvement of wassermans weights. Int. J. Adv. Manuf. Technol., 26: 631-637.
CrossRef - Wang, H.S., 2007. Application of BPN with feature-based models on cost estimation of plastic injection products. Comput. Ind. Eng., 53: 79-94.
Direct Link - Yang, S.M. and G.S. Lee, 1999. Neural network design by using Taguchi Method. J. Dyn. Syst. Measurement Control, 121: 560-562.
Direct Link