
O. Sulaiman
Div. Bio-resource, Paper and Coatings Technology, School of Industrial Technology, Universiti Sains Malaysia, 11800, Penang, Malaysia
R. Hashim
Department of Biological Science, Sir Alexander Fleming Building, Imperial College London SW7 2AZ, United Kingdom
R.N. Kumar
Div. Bio-resource, Paper and Coatings Technology, School of Industrial Technology, Universiti Sains Malaysia, 11800, Penang, Malaysia
P. Tamyez
Div. Bio-resource, Paper and Coatings Technology, School of Industrial Technology, Universiti Sains Malaysia, 11800, Penang, Malaysia
R.J. Murphy
Department of Biological Science, Sir Alexander Fleming Building, Imperial College London SW7 2AZ, United Kingdom
Z. Ali
School of Mathematical Science, Universiti Sains Malaysia 11800, Penang, Malaysia
International Journal of Agricultural Research
Year: 2008 | Volume: 3 | Issue: 5 | Page No.: 331-339







ABSTRACT
The aim of the study is to investigate the effect of incorporation of flame retardants chemical on some of the properties of phenol formaldehyde medium density fiberboard. Flame retardant chemicals that were used include sodium aluminate, zinc borate and aluminum trihydrate. Four concentrations levels, 10, 15, 20 and 30% of the flame retardants and 15% phenol formaldehyde resin based on oven dry weight were used to manufacture the experimental panels. The effect on physical and mechanical properties were then evaluated. Flame retardant and thermal properties of the panels were also investigated using a cabinet test method, thermogravimetry analysis and differential scanning calorimetry. Thickness swell decreased as the amount of the flame retardants increased while the mechanical properties decreased as the amount of flame retardants increased except for the modulus of rupture. The mechanical properties reduced considerably after cyclic tests. The boards incorporated with aluminum trihydrate gave an overall best performance in both physical and mechanical properties followed by sodium aluminate and zinc borate. The study indicated flame retardant MDF incorporated with sodium aluminate as the most effective flame retardant.
PDF Abstract XML References Citation
How to cite this article
O. Sulaiman, R. Hashim, R.N. Kumar, P. Tamyez, R.J. Murphy and Z. Ali, 2008. Effect of Incorporation of Flame Retardants on Some of the Properties of Phenol Formaldehyde Medium Density Fiberboard. International Journal of Agricultural Research, 3: 331-339.
DOI: 10.3923/ijar.2008.331.339
URL: https://scialert.net/abstract/?doi=ijar.2008.331.339
DOI: 10.3923/ijar.2008.331.339
URL: https://scialert.net/abstract/?doi=ijar.2008.331.339
INTRODUCTION
Medium density fiberboard (MDF) is one of the extensively used wood based materials as part of building and housing furniture. MDF however is prone to fire hazard and an enhanced resistance to fire is therefore desired (Hashim et al., 2005; Chih and Szu, 2003; Laufenberg et al., 2006; Barnes and Farrell, 1978). One of the major considerations in the manufacture of flame retardant MDF is maintaining the necessary physical and mechanical properties. Factors such as wood species, moisture content, pressing conditions, flame retardant treatment critically affect these properties of the panels (Ayrilmis et al., 2007; Woo and Schniewind, 1987; Berndt et al., 1990).
Zinc borate has been used as flame retardant for wood and wood products (Kozlowski et al., 1999; LeVan and Winandy, 1990; Garba, 1999). Aluminum trihydrate is widely used as flame retardant additives for plastics and elastomers (Laufenberg et al., 2006; Sain et al., 2004). Work on the use of hydrated alumina in MDF has been carried out by Barnes and Farrell (1978) indicating its potential. The study was conducted with 5 and 10% hydrated alumina and 8% urea formaldehyde based on dry fiber. Sodium aluminate is an important industrial inorganic chemical. It is used in water treatment and as a source of aluminum in synthetic applications. It is often used as the aluminum source in the preparation of zeolites and other catalytic materials (Misra, 1986). Aluminum trihydrate and sodium aluminate are not usually used as a flame retardant system for wood products. In this study we investigated the effect of incorporation of these flame retardants on the properties of MDF made using phenol as adhesive.
MATERIALS AND METHODS
Experimental medium density fiberboard (MDF) 21.2x21.2 cm by 0.5 cm with an average density of 0.7 g cm-3 were made using a small scale laboratory press in 2005. The boards were made from thermo mechanical processed rubberwood (Hevea brasiliensis) fibers from an MDF mill in Malaysia. Phenol formaldehyde (PF) resin obtained from Hexion Specialty Chemicals was used at 15% resin level based on oven dry weight of the boards. The solid content of adhesive was 56% and its viscosity was 85 mPas cps-1 at 25°C with a pH 13.
Experimental medium density fiberboard (MDF) 21.2x21.2 cm by 0.5 cm with an average density of 0.7 g cm-3 were made using a small scale laboratory press. The boards were made from thermo mechanical processed rubberwood (Hevea brasiliensis) fibers from an MDF mill in Malaysia. Phenol formaldehyde (PF) resin obtained from Hexion Specialty Chemicals was used at 15% resin level based on oven dry weight of the boards. The solid content of adhesive was 56% and its viscosity was 85 mPas cps-1 at 25°C with a pH 13.
Thickness swelling and water absorption of MDF were done in accordance to ISO/DIS 16983 (2002). Modulus of rupture (MOR) or bending strength was done in accordance to International Standard ISO/DIS 16978 (2002) with size of 12.0x2.0x0.5 cm. The internal bond strength (IB) was evaluated in accordance to International Standard ISO/DIS 16984 (2002).
In order to understand more on the effect of flame retardant on the resin used, a separate study on resin and flame retardant mix were done. Phenol formaldehyde resin was mixed with flame retardant chemical at various flame retardant concentrations (10, 15, 20 and 30%). The adhesive mix was then made into thin layer films. The films produced were then evaluated visually.
A modified Cabinet Method Test (ASTM D 1360-79, 1979) was used to evaluate relative flame retardant properties using samples of size 21.2x21.2x0.5 cm. This test included char index, weight loss and area of ellipse. Thermal weight loss measurements were made using thermo gravimetric analyzer (TGA) (Perkin-Elmer TGA 7). Testing was carried out under a stream of dry N2 gas/O2 gas with a flow rate of 30 mL min-1 at a temperature ranging of 30-800°C with a heating rate of 20°C min-1. Differential scanning calorimeter (DSC) analysis was carried out using Perkin-Elmer Pyris-1 DSC, equipped with an internal Cooler 2P-cooling accessory and calibrated using n-decane and indium. Samples of 5 mg each were examined within an atmosphere of dry N2 gas maintained at a flow rate of 20 mL min-1. Samples were encapsulated in standard aluminum pans and an empty aluminum pan used as a reference. All samples were annealed at a heating rate of 20°C min-1.
The location and presence of flame retardant chemical in fiber were observed using Leo Supra 55 Vp Ultra-high resolution analytical Field Emission Scanning Electron Microscopy (FESEM) and EDAX using split samples.
RESULTS AND DISCUSSION
Physical Properties: The presence of flame retardant chemicals was indicated based on the EDAX analysis showing various flame retardant chemicals. The flame retardant seems to be distributed well in the board (Fig. 1).
Moisture content for the panels ranged from 7 to 11%, while the mean value for specific gravity range from 0.74-0.77 (Table 1). For thickness swell after 24 h, there was a progressive decrease in swell
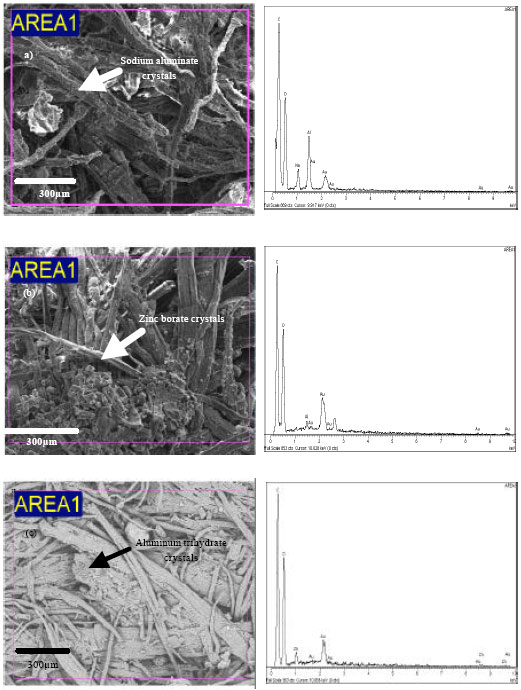 | |
| Fig. 1: | SEM micrographs and EDAX spectrum of flame retardant MDF (a) sodium aluminate, (b) zinc borate and (c) aluminum trihydrate |
for all types of flame retardant chemicals as the percentage concentration of the flame retardant chemicals increased. Flame retardant MDF incorporated with 30% zinc borate had the lowest thickness swell. For thickness swell after cyclic, the swell increased progressively as the amount of flame retardant chemical increased.
| Table 1: | Physical and mechanical properties of flame retardant MDF |
 | |
| aNo. in parentheses are standard deviation, FR: Fire retardant, MC: Moisture content, SG: Specific gravity, TS: Thickness swelling after 24 h soaking, WA: Water absorption, IB: Internal bond, MOR: Modulus of rupture, Ctrl: Control, SA: Sodium aluminate, ZB: Zinc borate, ATH: Aluminum trihydrate | |
Flame retardant MDF incorporated with 10% aluminum trihydrate indicated the lowest mean thickness swell values after a cyclic test, whereas boards incorporated with 20% zinc borate, 30% zinc borate and 30% sodium aluminate showed high mean thickness swell after a cyclic test.
The results for water absorption correspond well with the thickness swell where as the amount of flame retardant chemicals increased, water absorption and thickness swell reduced. Panels incorporated with 30% aluminum trihydrate showed the least water absorption. Flame retardant MDF incorporated with 10% zinc borate showed the lowest mean of water absorption after a cyclic test. High mean water absorptions after a cyclic test were seen in boards made using 20 and 30% zinc borate and 30% aluminum trihydrate. Some flame retardant chemicals probably penetrated the rubberwood fibers during the production of MDF which would hinder water absorption by the samples (Fig. 1). In general, the higher the level of flame retardant chemical the lower is the water absorption.
Mechanical Properties: In general modulus of rupture (MOR) increased significantly at p = 0.05 as the concentration of the flame retardant chemicals increased with boards treated with 30% aluminum trihydrate had the highest MOR (Table 1). The higher MOR for higher percentage of flame retardant probably resulted from the formation of crystals in the boards might improved the MOR. The presence and location of the flame retardant chemicals in the treated boards are shown in Fig. 1. Similar minimal improvement was also reported by Hashim et al. (2005). However, when the treated boards were subjected to a cyclic test, the MOR progressively decreased (Table 1).
The internal bond strength (IB) of flame retardant MDF is shown in Table 1. Results after underwent cyclic conditions are also shown in Table 1. There was no general trend in the effect of the
| Table 2: | Cabinet test and thermogravimetry (TGA) analysis of flame retardant MDF |
 | |
| aNo. in parentheses are standard deviations; SA: Sodium aluminate; ZB: Zinc borate, ATH: Aluminum trihydrate | |
treatment in these tests when the boards were treated with 10% flame retardant level. As the concentration of the chemicals increased all the IB values progressively decreased. The reason for this probably there is a disturbance in the adhesion of the board with the presence of flame retardant chemicals. In order to understand more on this, a separate study was done on the bonding characteristics using the cast film tests. Films made from a mixture of phenol formaldehyde and zinc borate indicated visible signs of phase separation and cluster formation, leading to discontinuity in the film. The difference in film formation may explain why MDF incorporated with aluminum trihydrate and sodium aluminate using phenol formaldehyde resin had better IB after cyclic and boil than flame retardant MDF incorporated with zinc borate.
Flame Retardant and Thermal Properties: There is significant effects of the flame retardant performance on the type of flame retardant chemicals as can be seen in Cabinet test and TGA analysis (Table 2). When board exposed to heat, it undergoes pyrolysis and chars and this produce tar and combustible gases. However, when board are treated with flame retardant chemical, it also undergoes pyrolysis and chars but very minimal tar and combustibles gas released (Abdul Rashid and Murphy, 1993).
Generally, the char index decreased as the levels of flame retardant chemical increased. Flame retardant MDF incorporated with zinc borate has the highest value of a char index, weight loss and area of ellipse. It showed that zinc borate was less efficient in reducing flame propagation in comparison to sodium aluminate and aluminum trihydrate.
The weight loss of sample during the cabinet test indicated that boards treated with sodium aluminate showed the best performance with the least weight loss even though the other two flame retardants also imparted good flame retardancy.
The results showed that as the loading of flame retardant increased, the area of ellipse decreased. Boards incorporated with zinc borate had the largest area of ellipse of 98.31 cm2 followed by boards treated with aluminum trihydrate and sodium aluminate with value of 80 and 52.62 cm2 for 10% flame retardant levels, respectively.
Control samples showed considerable weight loss of 73.7% compared to samples incorporated with flame retardants. It showed that boards treated with sodium aluminate had the lowest mean weight loss even at 10% concentration level (58.5%). This indicated the efficacy of the flame retardant chemical. The percentage weight loss of MDF was influenced more by the type of flame retardants than the level of flame retardant.
 |
| Fig. 2: | TGA curves for Flame retardant MDF made from rubberwood (RW) incorporated with flame retardant chemicals using phenol formaldehyde resin (a) At 10% flame retardant concentration (b) At 30% flame retardant concentration, SA: Sodium aluminate, ZB: Zinc borate, ATH: Aluminum trihydrate |
The percentage weight loss and char residue (%) represent the amount of carbon that are characteristic of boards incorporated with flame retardant chemicals. High char residues are usually associated with stable thermal structures in the backbone of the board.
A remarkable char residue as high as 43.71% was found for boards incorporated with 30% sodium aluminate (Table 2). This represented the highest char residue amongst the treated samples. The amount of char residue formed during pyrolysis increased from 41.46 to 43.71% for board treated with sodium aluminate for 10 and 30% concentration levels, respectively. It is known that wood consist of about 50% carbon and this means any char residue values approaching 50% would give out minimum production of flammable volatiles or smoke (Abdul Rashid and Murphy, 1993). Boards treated with zinc borate and aluminum trihydrate also showed a good percentage of char residue showing minimal production of flammable volatiles gas or smoke. Flame retardant chemical could minimize production of flammable volatile gases. Char residues create a screen on the surface of MDF against conduction of radiated heat that eventually retard diffusion of inflammable gases from within (Wang et al., 2004)
The TGA graphs (Fig. 2) were extrapolated from 0-550°C in order to get the behavioral pattern of weight loss. The TGA curves showed an initial small decrease in the weight of samples between 100 to 150°C due to the release of moisture remaining in the samples. At 180°C pyrolysis began to start and becomes exothermic at 240-260°C whereby condensable vapors are produced such as acetic acid, furfural and methanol (Gao et al., 2006).
 |
| Fig. 3: | Heat of Absorption of Flame retardant MDF compared with the controls obtained from DSC (SA: Sodium aluminate; ATH: Aluminum trihydrate; ZB: Zinc borate) |
According to Fig. 2, thermal degradation of a board probably started at about 180-200°C. Troitzsch (1998) suggested that thermal degradation started at about the same temperature range. During this process, aluminum oxide and water vapor are released in an endothermic reaction. This aluminum oxide will form an insulating protective layer on the substrate and water vapor will act as a diluting agent in the gas phase and forms an O2 displacing protective layer over the condensed layer.
Thermal degradation for boards incorporated with zinc borate was closely similar to that of the control boards. A maximum amount of char residue of 35.65% was observed at 30% treatment levels. Flame retardant chemicals create less flammable gases and produce more char residue and water. This could lead to dehydration and charring of cellulose (Gao et al., 2006). Boards incorporated with sodium aluminate seems to be the most effective flame retardant chemical. This would be probably due is to high percentage of char formed from samples and can be seen with as little as those boards incorporated with 10% treatment of sodium aluminate.
It indicated that sodium aluminate has the highest heat of absorption during decomposition compared to other flame retardant chemicals (Fig. 3). Boards incorporated with sodium aluminate showed to be the most the effective flame retardant compared to that of aluminum trihydrate and zinc borate. The heat of absorption could result in some amount of water being liberated (Jian et al., 2001). Because of this, oxygen content will be reduced due to the gas phase dilution by the water vapor produced. In short, the mechanism of flame retardant chemical caused dehydration of a board. This dehydration reaction will lead to the higher levels of char and limited the amount of volatiles gas. Strong endothermic decomposition in the DSC will reduce combustible gases and prevent access of the surface to oxygen that might suppress ignition.
CONCLUSIONS
Flame retardant chemicals reduced the mechanical properties of MDF except for modulus of rupture. The mechanical properties reduced considerably after a cyclic test. The boards incorporated with aluminum trihydrate gave an overall best performance in both physical and mechanical properties followed by boards treated with sodium aluminate and zinc borate. Char Index decreased as the proportion of flame retardant chemical increased while weight loss was reduced as the proportion of flame retardant chemical increased. The study indicated that boards incorporated with sodium aluminate as the most effective flame retardant followed by boards incorporated with aluminum trihydrate and zinc borate.
ACKNOWLEDGMENTS
We would like to thank MOSTI, Malaysia through the IRPA program for financial support, Hexion Specialty Chemicals for providing adhesive samples, Borax Inc., for the zinc borate samples, Merbok MDF Sdn. Bhd. for supplying the rubberwood fibers.
REFERENCES
- Abdul Rashid, A.M. and R.J. Murphy, 1993. Pyrolysis and heat release of inorganic flame retardants. J. Trop. Forest Sci., 5: 322-336.
Direct Link - Ayrilmis, N., Z. Candan and R. White, 2007. Physical, mechanical and fire properties of oriented strandboard with fire retardant treated veneers. Holz Roh Werkst, 65: 449-458.
CrossRef - Barnes, H.M. and D. Farrell, 1978. Hydrated alumina as a medium-density fiberboard fire retardant. Forest Prod. J., 28: 36-37.
Direct Link - Berndt, H., A.P. Schniewind and J.K. Woo, 1990. Thermal degradation of wood treated with fire retardants. II. Strength losses. Holzforschung, 44: 439-443.
Direct Link - Chih, P.C. and C.H. Szu, 2003. Manufacture of flame retardant foaming board from waste papers reinforced with phenol-formaldehyde resin. Bioresour. Technol., 86: 201-202.
Direct Link - Garba, B., 1999. Effect of zinc borate as flame retardant formulation on some tropical woods. Polym. Degrad. Stabil., 64: 517-522.
Direct Link - Gao, M., C.Y. Sun and C.X. Wang, 2006. Thermal degradation of wood treated with flame retardants. J. Therm. Anal. Calorim., 85: 765-769.
CrossRef - Hashim, R., L.S. How, R.N. Kumar and O. Sulaiman, 2005. Some of the properties of flame retardant medium density fiberboard made from rubberwood and recycled containers containing aluminum trihydroxide. Bioresour. Technol., 96: 1826-1831.
CrossRefPubMedDirect Link - Jian, L., L. Bin, Z. Xiucheng and S. Renzhou, 2001. The study of flame retardants on thermal degradation and charring process of Manchurian ash lignin in the condensed phase. Polym. Degrad. Stabil., 72: 493-498.
Direct Link - Kozlowski, R, B. Mieleniak, M. Helwig and A. Przepiera, 1999. Flame resistant lignocellulosic mineral composite particle boards. Polym. Degrad. Stabil., 64: 523-528.
Direct Link - Laufenberg, T., N. Ayrilmis and R. White, 2006. Fire and bending properties of blockboard with fire retardant treated veneers. Holz Roh Werkst, 64: 137-143.
Direct Link - LeVan, S.L. and J.E. Winandy, 1990. Effect of fire retardant treatments on wood strength: A review. Wood and Fiber Science, 22: 113-131.
Direct Link - Sain, M., S. H. Park, F. Suhara and S. Law, 2004. Flame retardant and mechanical properties of natural fibre-PP composites containing magnesium hydroxide. Polym. Degrad. Stab., 83: 363-367.
Direct Link - Troitzsch, J., 1998. Overview of flame retardants. Fire and fire safety, markets and applications, mode of action and main families, role in fire gases and residues. Chemistry Today, 16: 6-9.
Direct Link - Wang, Q., J. Li and J.E. Winandy, 2004. Chemical mechanism of fire retardance of boric acid on wood. Wood Sci. Technol., 38: 375-389.
CrossRef - Woo, J.K. and Schniewind, 1987. Thermal degradation of wood treated with fire retardants. I: DSC analysis. Holzforschung, 41: 305-314.
Direct Link