
D. Maamoun
Department of Dyeing and Finishing, Faculty of Applied Arts, Helwan University, Giza, Egypt
ABSTRACT
Asian Journal of Textile
Year: 2014 | Volume: 4 | Issue: 1 | Page No.: 18-29







ABSTRACT
A polyester/cotton blended fabric of 2 blending ratios is printed with a single class of dye (nano disperse dye) via 2 burn-out techniques. Burn-out effect is accomplished in the present work through using 2 acids separately: Nitric and sulfuric acids. The first technique involves printing the substrates with a paste that contains the nano disperse dye refluxed in nitric acid. In the second technique, the fabric is printed with a burn-out agent (sulfuric acid) followed by overprinting with the milled disperse dye treated with ultrasound waves. All parameters found to affect the K/S values as well as percentage of weight loss of the printed blended substrates are investigated in detail. Results show that the use of single class of dye nanoparticles enormously improves the colour depth of the prints also best burn-out effect can be obtained using sulfuric acid (with reasonable weight reduction).
PDF Abstract XML References Citation
Received: November 09, 2013;
Accepted: February 15, 2014;
Published: April 21, 2014
How to cite this article
D. Maamoun, 2014. Utilization of Nano Disperse Dye in Printing Polyester/Cotton Substrate
via Burn-out Techniques. Asian Journal of Textile, 4: 18-29.
DOI: 10.3923/ajt.2014.18.29
URL: https://scialert.net/abstract/?doi=ajt.2014.18.29
DOI: 10.3923/ajt.2014.18.29
URL: https://scialert.net/abstract/?doi=ajt.2014.18.29
INTRODUCTION
Burn-out style of printing is carried out using a paste containing chemicals capable of dissolving or destroying one or more of the fibre components of a blended fabric. This technique was developed in France in the early twenties of the last century and was extremely popular in fashion design (Kinnersly-Taylor, 2003). In the fashion industry, fabric with a burn-out pattern is known as devore (Hall, 2007). Crafters call burn-out patterns "fabric etching" because of the technique used to create them. It starts with a chemical paste to create the desired pattern through eating away the fibres leaving the fabric's backing behind. The effect can be employed alone or in conjunction with printed head-colours, so that the physical strength and structural stability of the fabric is not unduly impaired.
Nanotechnology is concerned with materials whose structures exhibit significantly novel and improved physical, chemical and biological properties, phenomena and functionality due to their nanoscaled size (Wang, 2000). It is an emerging, highly interdisciplinary field, based on the ability to manipulate structural materials on the level of individual atoms and molecules. Research that is interested in the use of nanotechnology in the textile industry has increased rapidly in recent times (Wong et al., 2006). This is mainly due to the fact that, textile fabrics constitute one of the best substrates for the application of nanotechnology. Nanotechnology is understood as "research and technology development at the atomic, molecular and macromolecular levels using a length scale of approximately 1-100 nm in any dimension", including the ability to "control or manipulate matter" on an atomic scale (Kathirvelu et al., 2008).
Disperse dyes are non-ionic dyes that are relatively insoluble in water at room temperature and have only limited solubility at higher temperatures. They however, possess substantivity for hydrophobic fibres such as nylon and polyester, in which they are quite soluble (Broadbent, 2001). As their name implies, these dyes are present in the dye bath as a fine aqueous suspension in the presence of a dispersing agent. The water dissolves a small amount of the dye in the monomolecular form. The hydrophobic fibres then absorb the dye from the solution. Because these dyes are non-ionic organic compounds of relatively low molecular weight, many sublime on heating and dyeing is performed by absorption of the dye vapour.
The present study aims to print polyester/cotton substrate of 2 blending ratios 50/50 and 65/35 with a nano sized single dye (disperse dye) via 2 burn-out techniques. Nitric acid as well as sulfuric acid is used separately as burn-out agents, which is found to accomplish the required destruction of cotton fibres in the printed areas that include burn-out paste. All parameters as well as measurements affecting printing results are investigated in detail.
MATERIALS AND METHODS
Materials: Two plain woven polyester/cotton fabrics of blending ratio of 50/50 (400 g m-2) and 65/35 (300 g m-2) purchased from Heseny Co., Egypt, are used.
The disperse dye used is Dianix Yellow Brown HRSL-SE 150, supplied and manufactured by Dystar Textilfarben, Germany.
Two thickening agents are used in this work. The first is commercial Mypro Gum NP-16 (Meyhall), which is a non-ionic thickening agent based on modified plant seeds gum that is capable of withstanding the high acidity required to obtain the burn-out effect (using both techniques) on both substrates. The second thickening agent is an acrylic synthetic polymer of low concentration having the commercial name Alcoprint PTF, supplied and manufactured by Ciba Specialty Chemicals, Switzerland which is used in coloration of both substrates in the second burn-out technique.
All the used materials throughout this work are of analytical grade. Anhydrous nitric as well as sulfuric acids (96%) are both kindly supplied by El-Nasr Pharmaceutical Co., Egypt. Urea, ethylene glycal and sodium dihydrogen phosphate are added as auxiliaries to printing recipes. Avolan IW was used as a dispersing agent and is kindly supplied by Bayer AG, Germany.
Methods
Preparation of nano disperse dye particles: The disperse dye is ground using an energy Ball Mill with a speed of 50 cycles min-1. The dye powder is sealed in a hardened steel vial (AISI 44°C stainless steel) using hardened steel balls of 6 mm diameter. Milling is performed using a ball: Powder mass ratio of 4:1. The dye is milled at different intervals, such as 4, 6, 9 and 25 days. After each milling interval, the particle size of the resulted dye powder is measured. The smallest particle size of 23 nm chosen to be used in the present study is obtained from milling the dye powder for 25 days.
For the first burn-out technique, the milled dye particles (3 g) are dissolved in distilled water (up to 100 cm3) then mixed with 25 g nitric acid. Refluxing the dye is carried out at 85°C for 4 h.
For the second burn-out technique, a stock solution is prepared using the milled dye particles of a concentration of 3% where, 3 g dye powder is dispersed in 97 mL of distilled water. The suspension is irradiated afterwards with ultrasound waves (720 kHz) and stirred at 80°C for different periods of time (4, 6 and 8 h) from which the ultrasound treatment of 8 h is chosen to proceed with since it gave best K/S values.
Burn-out printing procedure: Two burn-out techniques have been used throughout this work.
First burn-out technique: It involves the use of nitric acid which proved having a double effect: Refluxing nano disperse dye particles and as a burn-out agent. The refluxed dye component is subsequently added to the following recipe to print both blended substrates:
| Mypro Gum NP-16 | = | 80 g |
| Stock dye/acid mixture | = | X g |
| Water | = | Y cm3 |
| Total | = | 1000 g |
Fixation is carried out by steaming the prints at 120°C for 20 min followed by a thorough rinse in cold and hot water and finally washing at 80°C for 15 min using a non-ionic detergent (2 g L-1 Sera Wash M-RK) and 2 g L-1 sodium carbonate at a liquor ratio of 1:50.
Second burn-out technique: Two steps are carried out in this technique:
| • | The second technique involves adding sulfuric acid (as a burn-out agent) to a recipe that guarantees obtaining colourless destruction of cotton fibres of the blended substrate in only the printed areas. The following recipe is used: |
| Mypro Gum NP-16 | = | 80 g |
| Sulfuric acid (96%) | = | X g |
| Urea | = | 100 g |
| Ethylene glycol | = | 20 g |
| Water | = | Y cm3 |
| Total | = | 1000 g |
Urea and ethylene glycol are added to the printing paste to enhance paste penetration into fibres. After printing, steaming and washing off the prints are carried out as previously mentioned in the first technique.
| • | Coloration of the burnt-out substrates is performed through overprinting using an open silk screen, followed by drying, steaming and washing off. The overprinting recipe is: |
| Stock dye solution (3%) | = | 300 g |
| Stock thickener (Alcoprint PTF 3%) | = | 500 g |
| Sodium dihydrogen phosphate | = | 5 g |
| Avolan IW (dispersing agent) | = | 3 g |
| Water | = | X cm3 |
| Total | = | 1000 g |
Analysis and measurements
Colour strength: The colour strength of the printed specimens expressed as K/S is evaluated by a light reflectance technique at maximum. The spectrophotometer used is of the model ICS-Texicon Ltd., England (Judd and Wyszecki, 1975).
Weight loss: The percentage loss in weight is calculated according to the following equation:
Where:
| wt.1 | = | Dry weight of the original sample |
| wt.2 | = | Dry weight of the treated sample |
Scanning electron microscope (SEM): The untreated and treated samples of dye particles with ultrasound waves are investigated by a Scanning Electron Microscope (SEM) Philips XL 30 attached with EDX unit with an accelerating voltage of 30 kV, magnifications range 1500-2000X and a resolution of 200 A. Before examinations, the fabric surface is prepared on an appropriate disk and coated randomly by a spray of gold.
Transmission electron microscopic analysis (TEM): The observation of the dye particle shape and the measurement of the particle size distribution of the precipitate were performed using a JSM-5200 Scanning Electron Microscope (JEOL) using conductive carbon paint. Transmission Electron Microscope (TEM) is a good tool to study the particle size and morphology of dyes. TEM gives a good resolution down to a nanometer scale. Photographs were taken using JEOL-2010.
Fourier transform infrared spectroscopy (FT-IR): Fourier Transition Infrared spectroscopy (FTIR) of the samples is recorded using a Brucker-FTIR. The method includes mixing few mgs. of a fine powder of the sample with KBr powder in a gate mortar. The mixture is then pressed by means of hydraulic press. The absorbance is automatically registered against wave number (cm-1).
Fastness properties: Fastness properties of polyester/cotton prints to rubbing (AATCC, 1972), washing (AATCC, 1989a; 1993a) and perspiration (AATCC, 1989b; 1993b) are assessed according to standard methods.
RESULTS AND DISCUSSION
First burn-out technique
Nitric acid concentration: Nano disperse dye particles are hydrophobic and stay in aggregated form in aqueous environments, which makes it difficult to be adsorbed onto surfaces and diffused into most textile fibres, particularly the hydrophilic ones. Oxidative treatment of nano disperse dye is effective to increase the hydrophilicity of the dye due to the generation of carboxylic groups on particles' surfaces.
 | |
| Fig. 1(a-b): | Effect of dye-acid concentration on, (a) K/S values and (b) Weight loss percentage of both blended substrates |
Nitric acid, an oxidizing agent, can attack some imperfect areas of dye nanoparticles during refluxing, which leads to the formation of carboxylic acid groups (-COOH) on nano disperse dye surfaces (Li and Sun, 2007). Refluxing nano disperse dye in an oxidizing agent (nitric acid) acquires dye particles extremely low pH value that reaches pH 2 which consequently destroys cotton fibres.
The influence of dye-acid mixtur’s concentration on both, K/S values as well as weight loss percentage of both substrates are investigated through using different concentrations of the nano disperse dye (10, 15, 20, 25 and 30 g kg-1) refluxed in 2 nitric acid concentrations separately (25 and 50%) and the results are plotted in Fig. 1.
It is obvious from the figure that dye-acid mixture's concentration is directly proportional with K/S values as well as weight loss percentage of both substrates. Moreover, 30% dye-acid mixture can be chosen as an optimum concentration due to fulfilling appropriate K/S values as well as weight loss percentage. It is found that exceeding this concentration leads to massive deterioration of fabric strength. Figure 1 also reveals that, despite dye concentration is very low (0.72 g kg-1), the obtained colour yield is relatively high.
It should also be reported that the K/S values of 50/50 polyester/cotton prints are higher than those of 65/35 prints which may be referred to the occurred modification in disperse dye particles refluxed by nitric acid. This modification leads to adding functional groups to dye's structure that increases their hydrophilicity and subsequently they are more able to dye hydrophilic fibres.
Fourier transform infrared spectroscopy (FTIR): Oxidative treatment of disperse dye nanoparticles increases its hydrophilicity due to the generation of carboxylic groups on particle's surfaces. This can be observed on comparing FTIR spectra of the dye treated with nitric acid (having the previously chosen optimum condition) with that of untreated one, which is obvious in Fig. 2. The treated sample shows a vibration band at 1720 cm-1 that it is normally assigned to the C = O strength vibration in the COOH group (Dass and Sarmah, 1999; Du and Han, 2011).
 | |
| Fig. 2(a-b): | FT-IR spectra of disperse dye nanoparticles, (a) Before HNO3 treatment and (b) After HNO3 treatment |
This means that, the acid-mixture treatment will introduce some C = O groups to the disperse dye. Moreover, the treated sample shows also a decrease in the intensity of C-H band (at 2820 cm-1) found for untreated sample. This is may be attributed to the oxidation of C-H group with HNO3 acid. However, the spectra of the two samples show also the major features of the studied dye nanoparticles, including –OH or NH2 at ~3400 cm-1 and C = C stretching of aromatic group at ~1600 cm-1. This is similar to the oxidation of graphene process in which the oxidants attack the graphene structure by electrophilic reactions and generate active sites such as -OH and –C = O. This step depends on the oxidant’s ability to generate -C-OH groups and to transform them into –C = O groups (Zhang et al., 2003). It is also noticed from the figure that, the spectra of the two samples show three peaks at about 827, 1348 and 1634 cm-1 with a small blue shift in the treated sample. This suggests that, the effect of HNO3 on the dye itself is very small while the main effect has been observed on the functional groups of the dye.
Second burn-out technique
Sulfuric acid concentration: The principle of burn-out entails the use of a print paste containing an agent that is capable of dissolving or destroying the fabric in the printed areas during subsequent processing (Miles, 1994). The effect can be employed alone or in conjunction with printed head-colours but in either case the extent to which the burn-out is used must be controlled, so that the physical strength and structural stability of the fabric is not unduly impaired.
In the present study, sulfuric acid is used as a burn-out agent, in specific areas through a printing process, followed by a high temperature treatment (steaming stage) in order to destroys the cellulosic portion of the blended substrate in the printed areas and the residues of the burnt-out cellulosic fibres can be removed from the fabric by means of simple wash. The influence of sulfuric acid concentration on the K/S values as well as weight loss percentage of the used blended substrates was investigated through using (0, 40, 50, 60, 70 and 80 g kg-1) sulfuric acid anhydride and the results are plotted in Fig. 3.
It is obvious in Fig. 3 that, increasing sulfuric acid concentration results in increasing K/S values as well as the percentage of weight loss and hence, it is not recommended to exceed 80% of the acid to avoid deterioration of fabric. These results are due to the action of sulfuric acid in destroying the cellulose portion in both blended substrates which increases by raising acid concentration in the printing paste and subsequently enhances disperse dye uptake of the fibres.
 | |
| Fig. 3(a-b): | Effect of sulfuric acid concentration on, (a)K/S values and (b) Weight loss percentage of both blended substrates |
 | |
| Fig. 4: | Effect of coloration recipe pH on K/S values of both blended substrates |
The figure also indicates that, the general trend of K/S values of 50/50 polyester/cotton substrate is more than those of 65/35 polyester/cotton substrate which can be explained by the difference in fabric weight that is directly proportional with dye uptake.
pH values of nanosize disperse dye recipe: It is well established that, disperse dyes are sensitive to alkalis and so polyester is dyed under acidic condition (Lee and Kim, 2001). Sodium dihydrogen phosphate is used to adjust pH of the print paste since it has no corrosive effect on nickel screens and also is compatible with the used thickening agent. To study the influence of coloration recipe pH value on the K/S of the prints, different pH values (5, 5.5, 6, 6.5 and 7) are used and the results are illustrated in Fig. 4.
| Table 1: | Effect of steaming temperature (for 20 min) on K/S values and weight loss percentage of both blended substrates |
 | |
| Table 2: | Effect of steaming time (at 120°C) on K/S values and weight loss percentage of both blended substrates |
 | |
Figure 4 indicates that, best K/S values can be obtained using pH 6 for both blended fabrics which represents the slightly acidic medium required for the nano disperse dye to be appropriately fixed onto the fibres. It is also concluded that, milling of disperse dye particles as well as their exposure to ultrasound waves enables them to penetrate and be fixed much more easily in hydrophobic fibres at more neutral pH values than usual (Lee et al., 2003). Also, ultrasound waves have a significant effect on the reduction of particle size of the disperse dye which enhances its diffusion into the fibres (Ahmed and El-Shishtawy, 2010).
Steaming conditions: Polyester/cellulose blends can be printed in the form of a pattern with a burn-out paste which contains, as burn-out agents, actual or potential strong acids. Applying a subsequent treatment at high temperature saccharifies or carbonizes, in order to destroy the cellulose fibres in the printed area that can be removed from the fabric later on by means of simple wash. A textile material is thus obtained with transparent areas which are arranged in the form of a pattern and which only consist of hydrophobic fibers (Casella et al., 1982). After printing with the burn-out effect, the fabric must be completely dried before the steaming treatment. If the fabric is not completely dry at the carbonizing stage, the printed areas will not achieve the desired temperature for burning-out and the results will be poor. If fabric for this style has been stored for a prolonged period, which may result in a degree of moisture gain, it should be redried before the burn-out procedure.
To investigate the influence of steaming conditions on K/S values as well as weight loss percentage of both burnt-out substrates, different steaming temperatures (100, 105, 110, 120 and 125°C) and durations (5, 10, 15, 20 and 25 min) are used after applying the burn-out agent on both blends and the results are plotted in Table 1 and 2.
It can be concluded from both tables that, raising either steaming temperature or its duration results in increasing the percentage of weight loss of both blended substrates enormously. These results are due to that, burning the cellulose portion of the blend takes place during steaming process.
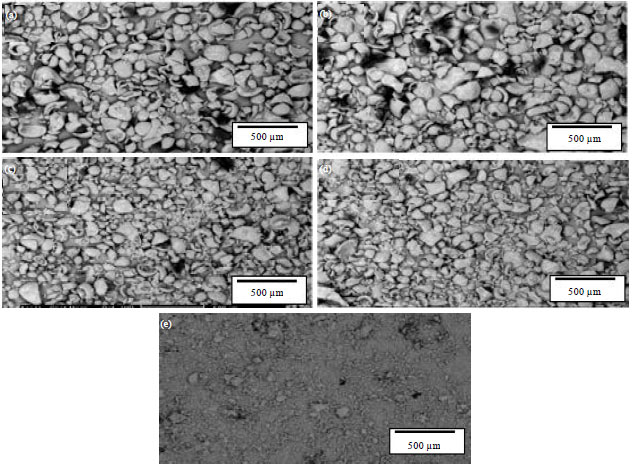 | |
| Fig. 5(a-e): | SEM images of disperse dye particles, (a) Before milling, (b) After 4, (c) 6, (d) 9 and (e) 25 days |
On the other hand, this increase in weight loss is accompanied by enhancements in colour yield which can be explained by that steam condenses on the cold fabric raising its temperature and swelling the thickener film. The condensed water is largely evaporated again during the exposure to steam but the thickener is not bount into the fabric as in dry fixation, subsequently handle of the fabric becomes softer. The absorption capacity (build-up) increases in proportion to the steam pressure and corresponding temperature. It was also found that, steaming at 120°C for 20 min is chosen as best steaming conditions since fewer enhancements can be achieved exceeding those conditions.
SEM and TEM studies: The surface morphology, structure and particle size of dye samples milled at different durations prior to their exposure to ultrasound are shown in Fig. 5 and 6. Figure 5 shows the SEM images of dye particles which have different shapes like breaking dishes shape, spherical shape and tiny sprinkled dots. The TEM micrographs of the samples milled at 9 and 25 days compared with the unmilled sample are shown in Fig. 6. The micrographs indicate uniform spherical dye nanoparticles. Also, the particle size decreases as the period of grinding increases.
| Table 3: | Fastness properties of polyester/cotton blended substrates printed with the nano disperse dye using the overall optimum conditions of both burn-out techniques |
 | |
| ST: Staining on cotton, Alt: Change in colour | |
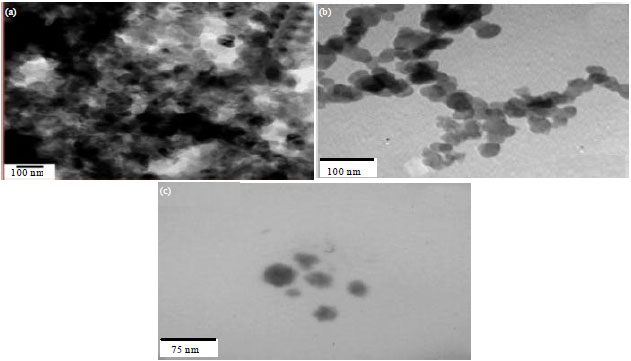 | |
| Fig. 6(a-c): | Representative TEM images of disperse dye particles, (a) Before milling, (b) After 9 and (c) 25 days |
The difference in particle size after grinding is referred to their dissociation due to the impact of shear forces that act on dye particles in the ball mill that converts gradually the particle size from 200 nm (before milling) to 60 nm (after 9 days of milling) and 23 nm in diameter (after 25 days of milling).
Fastness properties: The durability of printing, as well as K/S values, of both blended substrates using the nano disperse dye printed and fixed using the perviously chosen overall optimum conditions of both burn-out techniques is evaluated in terms of rubbing, washing and perspiration and the results are illustrated in Table 3. A comparison of K/S values as well as fastness levels is made up between prints of both blended substrates and polyester fabric printed with milled disperse dye particles (9 g kg-1) treated with ultrasound waves at pH 6.
It can be concluded from the table that, negligible differences in fastness levels can be observed on comparing between printing with the nano disperse dye on polyester to polyester/cotton blends using both burn-out techniques. It should also be noted that, K/S values of polyester prints is slightly higher than those of polyester/cotton blends printed after the second burn-out technique which is may be referred to the existence of unfixed dye particles in both blends.
CONCLUSION
In this study, two burn-out techniques have been applied on two polyester/cotton substrates of different blending ratios. The first technique involves refluxing milled disperse dye particles in nitric acid after which the mixture is added to a paste that includes only the stock thickener. Printing is followed by steaming for 20 min at 120°C and washing off the prints. The second technique involves printing a colourless paste that includes 80 g kg-1 sulfuric acid, a stock thickener, urea and ethylene glycol followed by steaming for 20 min at 120°C and washing off the prints. Coloration is carried out using overprinting with an open silk screen using a recipe including the milled disperse dye particles (treated with ultrasound waves) and a dispersing agent at pH 6.
Results indicate that, the first burn-out technique is advantageous since a coloured burn-out can be obtained in one step using a very small dye amount (0.72 g kg-1). Application of the second technique guarantees obtaining level dyeing on the entire substrate and a darker colour in the burnt-out transparent areas despite using a relatively small dye amount (9 g kg-1). Also, FTIR spectra illustrate the effect of nitric acid on adding new functional groups to the milled dye particles' surface. This action results in improving dye’s hydrophilicity and therefore, it becomes more able to dye the cellulose portion of the blends. On the other hand, milling and ultrasound exposure of dye particles facilitate the penetration as well as fixation of the single dye onto the blended fabrics which lead to obtaining high K/S values. SEM and TEM measurements illustrate the effect of milling and ultrasound treatment on dye particle size reduction. Fastness properties show very good levels for both printed substrates using the nano disperse dye using both techniques.
REFERENCES
- Dass, N.N. and S. Sarmah, 1999. Synthesis and thermal decomposition of [Ni2 (C4H4O6) 2]•7H2O. J. Therm. Anal. Calomitry, 58: 137-145.
CrossRefDirect Link - Du, Y.E. and Z.B. Han, 2011. Hydrothermal synthesis and structural characterization of a new 3D Chiral coordination polymer [Cd2 (C4H4O6]n. Russian J. Coord. Chem., 37: 506-510.
CrossRefDirect Link - Li, D. and G. Sun, 2007. Coloration of textiles with self-dispersible carbon black nanoparticles. Dyes Pigments, 72: 144-149.
CrossRefDirect Link - Kathirvelu, S., L. D'Souza and B. Dhurai, 2008. Nanotechnology applications in textiles. Indian J. Sci. Technol., 1: 1-10.
Direct Link - Lee, K.W., Y.S. Chung and J.P. Kim, 2003. Characteristics of ultrasonic dyeing on poly (ethylene Terephthalate). Textile Res. J., 73: 751-755.
CrossRefDirect Link - Lee, K.W. and J.P. Kim, 2001. Effect of ultrasound on disperse dye particle size. Textile Res. J., 71: 395-398.
CrossRefDirect Link - Ahmed, N.S.E. and R.M. El-Shishtawy, 2010. The use of new technologies in coloration of textile fibers. J. Mater. Sci., 45: 1143-1153.
CrossRefDirect Link - Zhang, J., H. Zou, Q. Qing, Y. Yang and Q. Li et al., 2003. Effect of chemical oxidation on the structure of single-walled carbon nanotubes. J. Phys. Chem. B., 107: 3712-3718.
CrossRefDirect Link