
Chin Yee Sing
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
M. Shiraz Aris
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Asian Journal of Scientific Research
Year: 2013 | Volume: 6 | Issue: 3 | Page No.: 537-545







ABSTRACT
This study presents a systematic approach in utilizing the large amount of oil palm mill residues that are loosely-bounded and have low energy density. The rate of waste materials (palm kernel shell, palm fiber and empty fruit bunches) generated by oil palm mills amounted to about 34 million tonnes in 2010. Efforts have been made to increase the energy density of the loosely-bounded waste materials, in which solid fuel briquettes made of densified oil palm residues would contribute towards a more efficient utilization of the waste material. This work focused on determining a fuel briquette with an optimum ratio of waste materials mixtures that has considerably high heating value and good mechanical properties. As part of the densification process, the waste material was pulverized and then compacted using a 200 kN force into 40 mm diameter briquettes. The heating values, proximate analysis, ultimate analysis and burning profile of the briquettes were studied. The end result was an optimised solid fuel with relatively high energy content made from a suitable mixing ratio of the different palm oil mill residues and an appropriate binder to ensure acceptable mechanical strength.
PDF Abstract XML References Citation
Received: October 05, 2012;
Accepted: October 11, 2012;
Published: January 15, 2013
How to cite this article
Chin Yee Sing and M. Shiraz Aris, 2013. A Study of Biomass Fuel Briquettes from Oil Palm Mill Residues. Asian Journal of Scientific Research, 6: 537-545.
DOI: 10.3923/ajsr.2013.537.545
URL: https://scialert.net/abstract/?doi=ajsr.2013.537.545
DOI: 10.3923/ajsr.2013.537.545
URL: https://scialert.net/abstract/?doi=ajsr.2013.537.545
INTRODUCTION
Oil palm mills generate substantial amounts of biomass waste which are reutilized for energy recovery purposes. The main energy recovery goal for the palm oil industry is to provide steam and electricity for the mill operations. Malaysia as a major palm oil exporter, contributed about 51% of world’s palm oil production in 2010 (Mohammed et al., 2011; Nursulihatimarsyila et al., 2012). In the same year, the size of Malaysia’s oil palm plantation stood at 4,691,160 ha of land with 421 palm oil mills operating to process the fruits. In the process of extracting palm oil, large amount of waste was generated, consisting of 4.46 million tonnes palm kernel shell, 7.73 million tonnes mesocarp fibre and 21.34 million tonnes empty fruit bunches. In the loose form, the kernel shell and mesocarp fibre are used as boiler fuel to produce electricity and process steam for the power needs in the palm oil mill itself.
Energy recovery through direct thermal conversion in water tube boilers are typically practiced by oil palm mills. The direct burning of biomass fuels, although may seem to contribute towards global warming, can be considered as an exception for oil palm mill waste as the fuel source in use is carbon neutral (Mahadzir et al., 2010; Ahmad et al., 2011), the carbon dioxide emitted during biomass combustion is matched by the amount assimilated during the plants’ growth.
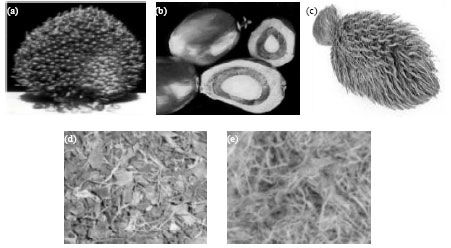 | |
| Fig. 1(a-e): | Oil palm (a) Fresh fruit bunches, (b) Fruit, (c) Kernal shell, (d) Empty fruit bunches and (e) Fiber |
Oil palm mill waste material is obtained after the Fresh Fruit Bunches (FFB) undergo various stages of processing. The waste product or mill residues consist of Palm Kernel Shell (PKS), mesocarp fibre or Palm Fibre (PF) and Empty Fruit Bunches (EFB). Examples of the palm oil mill residues are illustrated in Fig. 1a-e. In its raw form, the residues generally do not possess High Heating Values (HHV) due to the high moisture content (Syamsiro et al., 2011) compared to more established solid fuels like coal. The storage conditions at the mill can sometimes make it worst for the already wet samples and in its loose form, handling and transportation to other locations are also not favourable. Due to the abundance of supply, not much effort is taken by the mills to improve the condition of their fuel. The practice of energy recovery in palm oil mills is hence, a non efficient one, leaving lots of room for improvement.
The improvement of fuel quality, regardless of its availability has many advantages especially if the value of the fuel source is further enhanced by mixing with other sources such as coal. One immediate method of improvement, without mixing with external sources, is by revisiting the factors which affect the fuel quality of palm oil mill residues. Through pretreatment techniques such as briquetting, at higher densities and dryer conditions, the High Heating Value (HHV) of the solid fuel is expected to increase. Further improvements to the viability of the briquettes by increasing its mechanical strength will ensure favourable transportation features and increase its value as a solid fuel.
The research carried out in this study involve fuel characterization and exploring the briquetting process by varying the mixing ratios of the different palm oil mill residues.
MATERIALS AND METHODS
Briquetting process: Residual materials from palm oil mills, consisting of PKS and PF were collected from a mill in Bota, Perak. These loosely-bound raw materials were converted into solid fuel briquettes which has a relatively higher energy density compared to its raw form. Prior to compaction, the briquetting process involved drying, pulverizing and sieving. The oven dried raw materials were pulverized to particle sizes in the 63-500 μm range to establish some form of homogeneity. The process flow of the fuel briquetting process is shown in Fig. 2.
The compaction of the 40 mm diameter briquette was carried out in a 200 kN hydraulic press for every 10 g of powdered sample. The 200 kN force, corresponding to a 159 MPa pressing pressure, was within the range suggested by Yaman et al. (2000, 2001).
| Fig. 2: | The briquetting process |
 | |
| Fig. 3: | Solid biomass fuel briquette of 10 g, 40 mm diameter |
The diameter and height of the fuel briquette, as shown in Fig. 3 are 40 and 7 mm, respectively.
Characterization: The energy content of the fuel briquettes were measured using a LECO AC-350 bomb calorimeter. The proximate analysis for the samples was carried out in accordance to the Standard Test Method for Computational Analysis by Thermogravimetry. The ultimate analysis was carried out in a LECO CHNS 932 analyser which was calibrated with 51.78% carbon, 5.07% hydrogen, 20.13% nitrogen and 11.52% sulfur.
RESULTS AND DISCUSSION
Fuel properties: The HHV of PKS and PF were carried out for a total of three samples and their arithmetic average are used as outputs of this work. For the PKS briquettes, the average calorific value was found to be 19.38, 1.3 kJ g-1 higher than the PF briquettes. Both materials had HHV comparable to lignite (brown coal) which is 16.28 kJ g-1, as reported by Eugene and Theodore (1997). The heating values of the three materials are shown in Fig. 4.
The proximate and ultimate analyses of PKS and PF were conducted and the results are shown in Table 1 and 2, respectively.
The proximate analysis characterized the biomass materials by classifying the ingredients into three categories, namely volatile matter, fixed carbon and ash in percentage weight (dry wt. %). The higher fixed carbon content in PKS, for the experiment carried out in this work compared to PF, is expected and can be related to the heating values measured in the bomb calorimeter test. The results also indicate lower ash content in PKS compared to PF; higher ash values are detrimental to boiler operations as it contributes to the slagging of the boiler water tube surfaces. In practice, from an energy output point of view, a higher amount of PKS is preferred in the fuel mix entering the boiler furnace. A balance on the amount of PKS and PF in the fuel mix is required as the incineration of PKS on its own leads to incomplete burning and results in black smoke leaving the fuel stack.
| Table 1: | Proximate analysis of palm kernel shell and palm fibre |
 | |
| Table 2: | Ultimate analysis of palm kernel shell and palm fibre |
 | |
 | |
| Fig. 4: | Calorific values of palm kernel shell (PKS) , palm fibre (PF) and lignite |
The study of fuel characterization has in the past resulted in some useful correlations to predict parameters such as HHV. As a check with an establish model developed by Parikh et al. (2005), the characterization results in this work were used to estimate the fuel’s heating value. This value was then compared to the measured results from the bomb calorimeter tests. The comparison between the HHV results obtained via experiment and correlation is shown in Fig. 5.
The small difference in results is indicative of the consistency of the current test results compared to the database used to generate the HHV correlation. Results from the ultimate analysis showed that PKS had higher carbon compared to the PF samples. For a common fossil fuel such as coal, as the carbon content increases, so does the heating value. The consistency shown in the ultimate analysis results for PF and PKS with the earlier bomb calorimeter results is therefore accepted as a form of validation of the results presented in this work.
Optimization through mixing ratios: The bomb calorimeter test was used to find the experimental HHV of six palm oil mill waste material mixtures with their respective binder. The ratios were varied to find the best fuel based on energy content. Table 3 shows the mixing ratios used in the optimization activity. The six briquette material mixtures with binder could be grouped into two main categories; paper binder category and starch binder category. The S in the briquette named 60S:40F (paper) means Palm Kernel Shell (PKS), F means Palm Fibre (PF) and the p in parenthesis means paper as binder.
| Table 3: | PKS and PF mixture with paper and starch binder |
 | |
 | |
| Fig. 5: | Comparison of high heating value (HHV) of palm kernel shell (PKS) and palm fibre (PF) found through experiment and correlation with the average absolute error of 3.74% indication |
The binder material consisted of 10% of the total briquette weight, following the work by Husain et al. (2002) and Yunardi et al. (2011). The HHV results are shown in Figure 6. 60S:40F is the binderless briquette with the weight ratio of PKS to PF as 60 to 40.
Of all the six briquettes with binder, 60S:40F (paper) had the highest HHV. The 60S:40F briquette which had no binder material served as a reference in this study. Its HHV was 18.51, 0.12 kJ g-1 lesser than the 60S:40F (paper) briquette. The proximate and ultimate analyses of mixing ratios 60S:40F, 60S:40F (paper) and 60S:40F (starch) were conducted and the results are shown in Table 4 and 5, respectively.
The HHV of 60S:40F (paper) briquette determined experimentally agreed with the HHV calculated using the correlation by Parikh et al. (2005), similar to the comparison with the briquettes made from pure PKS and PF. The HHV found experimentally was 18.63 kJ g-1 whereas the one calculated using Parikh et al. (2005) correlation was 18.98 kJ g-1, showing only a difference of 0.35 kJ g-1. From the ultimate analysis, 60S:40F (paper) had the highest carbon content among all the materials mixtures. Taking the analogy to coal, the highest calorific value among the mixtures was due to its highest carbon content amongst them.
| Table 4: | Proximate analysis of different 60S:40F briquettes |
 | |
| Table 5: | Ultimate analysis of different 60S:40F briquettes |
 | |
 | |
| Fig. 6: | High heating values of mixed-materials briquettes, s: Starch, p: Paper |
Mechanical property of briquettes: Mechanical property is crucial for handling and storage of the biomass fuel briquettes. The effect of binder was justified from observation when 60S:40F, 60S:40F (starch) and 60S:40F (paper) briquettes were dropped from a height of 1-2 m, following the method adopted by Husain et al. (2002). Cracks resulted on the 60S:40F briquette was the most severe whereas 60S:40F (paper) was the least severe. The results are shown in Fig. 7.
Combustion and burning rate: The earlier HHV results had identified the mixing ratio of 60S:40F (paper) as the optimized solid fuel briquette mixing ratio. The combustion characteristics of the 60S:40F (paper) briquette was further studied by analyzing its burning profile. The briquette burning rate, representing its burning profile, was obtained via a thermogravimetry-weight loss method. The burning rate of the 60S:40F (paper) briquette is shown in Fig. 8.
The burning profile could be categorized into three regions: moisture release, rapid burning and slow burning region. These three sections were separated at around 163 and 426°C. Initially, as temperature increased, an obvious loss of sample mass occurred at 163°C. This loss represented the release of volatile matters and partial ignition. Rate of mass loss proceeded rapidly until the maximum value of 10.5 mg min-1 was reached at 372°C. The mass loss rate, after the maximum, quickly slowed down to 1.6 mg min-1 at 426°C.
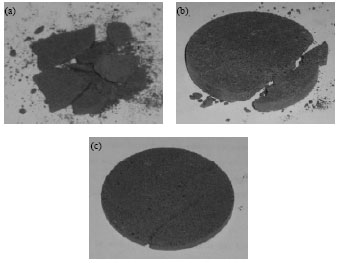 | |
| Fig. 7(a-c): | Cracks resulted when (a) 60S:40F (b) 60S:40F (starch) and (c) 60S:40F (paper) briquettes were dropped from 1-2 m |
 | |
| Fig. 8: | Burning rate of 60S:40F (paper) briquette |
The rapid mass loss was due to the combination from the release and then ignition of volatile matter which was as high as 71.81% on dry basis. The oily components within the PKS and PF samples are the likely reasons for the increase in the burning rate. Later into the burning process, the burning rate of the 60S:40F (paper) briquette was found to have slowed down due the partial coverage of ash over its surfaces. The oxygen diffusion through the ash layer had made it difficult for the remaining combustible sections of the briquette to be burned. The mass loss recorded during the slow burning process, up until 930°C, was less than 1 mg min-1, a much slower process compared to the earlier expulsion of the volatile matter.
The combustion test was conducted in a combustion chamber to simulate the energy released by full sized 60S:40F (paper) fuel briquettes. The useful heat energy, Qwater, from the combustion of the briquettes was quantified through the temperature increase in the water jacket surrounding the combustion chamber (ΔTwater), mass flow of water (mwater) into the combustion chamber and the known specific heat of water (cwater). It was ideally assumed that the energy absorbed by the water, calculated by Qwater equal to mwater. cwater. ΔTwater, was equal to the amount of energy released by the combustion of the 60S:40F (paper) briquettes.
The rate of energy absorbed from the combustion chamber was calculated taking reference to the time taken for the water to reach its maximum temperature. In the experiment carried out, the amount of energy absorbed by 10.9 kg water in the water jacket and the rate of energy absorption were found to be 400.85 kJ and 0.1591 kJ sec-1, respectively.
To explore the enhancements achieved through increasing the fuel surface area, the 60S:40F (paper) briquette design was modified to include a 4% increase in surface area via an indentation in the briquette centre. Similar combustion test procedures were carried out and found an increase of 13.3% in rate of energy released compared to the original briquette design. Results indicate potential enhancements in the fuel quality from the increase in exposed fuel surface area.
CONCLUSION
In this study, typical palm oil mill residues, combined in a mixture of 60% PKS and 40% PF with paper as its binding material, was found to be the optimum ratio for a viable solid fuel. A hole or a series of holes built into the briquette would enhance its combustion characteristics by increasing the exposed surface area. The study could be extended to determine the best briquette design that will further improve combustion characteristics.
ACKNOWLEDGMENTS
The authors would like to express their gratitude to Kilang Sawit Felcra Nasaruddin Km. 37 for providing the raw materials for the study and all technicians in Universiti Teknologi PETRONAS that are helpful in setting up the equipment for experiments.
REFERENCES
- Mohammed, M.A.A., A. Salmiaton, W.A.K.G. Wan Azlina and M.S.M. Amran, 2011. Gasification of empty fruit bunch for hydrogen rich fuel gas production. J. Applied Sci., 11: 2416-2420.
CrossRefDirect Link - Nursulihatimarsyila, A.W., L.L.N. Harrison and Y.M. Choo, 2012. Value-added products from palm sludge oil. J. Appl. Sci., 12: 1199-1202.
CrossRefDirect Link - Mahadzir, M.M., Z.A. Zainal, M. Iqbal and S.N. Soid, 2010. Characteristics on fluidization behaviors of 1000 μm Cao-sand mixture by varying the percentage of CaO, air flow rate and pressure. J. Applied Sci., 10: 745-751.
CrossRef - Syamsiro, M., H. Saptoadi and B.H. Tambunan, 2011. Experimental investigation on combustion of Bio-pellets from Indonesian cocoa pod husk. Asian J. Applied Sci., 4: 712-719.
CrossRef - Yaman, S., M. Sahan, H. Haykiri-Acma, K. Sesen and S. Kucukbayrak, 2000. Production of fuel briquettes from olive refuse and paper mill waste. Fuel Process. Technol., 68: 23-31.
CrossRef - Yaman, S., M. Sahna, H. Haykiri-Acma, K. Sesen and S. Kucukbayrak, 2001. Fuel briquettes from biomass-lignite blends. Fuel Process. Technol., 72: 1-8.
CrossRefDirect Link - Parikh, J., S.A. Channiwalab and G.K. Ghosal, 2005. A correlation for calculating HHV from proximate analysis of solid fuels. Fuel, 84: 487-494.
CrossRef - Husain, Z., Z. Zainac and Z. Abdullah, 2002. Briquetting of palm fibre and shell from the processing of palm nuts to palm oil. Biomass Bioenergy, 22: 505-509.
CrossRef - Yunardi, Zulkifli and Masrianto, 2011. Response surface methodology approach to optimizing process variables for the densification of rice straw as a rural alternative solid fuel. J. Applied Sci., 11: 1192-1198.
CrossRefDirect Link