
H.H. Habeeb
Department of Mechanical Engineering, University Tenaga Nasional, 43009 Kajang, Malaysia
K.A. Abou-El-Hossein
Department of Mechanical Engineering, Curtin University of Technology, 3828 Miri, Sarawak, Malaysia
Bashir Mohamad
Department of Mechanical Engineering, University Tenaga Nasional, 43009 Kajang, Malaysia
Jahara A. Ghani
Department of Mechanical Engineering, University Kebangsaan Malaysia, 43600 UKM Bangi, Selangor, Malaysia
K. Kadirgama
Department of Mechanical Engineering, University Tenaga Nasional, 43009 Kajang, Malaysia
Asian Journal of Scientific Research
Year: 2008 | Volume: 1 | Issue: 3 | Page No.: 222-230







ABSTRACT
This study discusses about behavior of cutting tools in term of tool wear, tool life and surface roughness integrity when machining of nickel based alloys 242. Experimental tests were conducted using four different cutting tool materials under wet condition. They are TiAlN, TiCN/TiN, TiAlN/TiN (PVD) and TiCN/Al2O3 (CVD). Tool failure modes and wear mechanism for all cutting tools were examined at various cutting parameters. Flank wear was found to be the predominant tool wear for the four types of cutting tools especially with CVD tools. Coating is observed to be delaminated as main phenomena on all cutting tools surfaces. The obtained results have indicated that PVD cutting tools perform better than CVD cutting tools. The thickness of coating layers for CVD is thicker than PVD. Finite Element Analysis (FEA) is used to support this study in term of analysis of cutting tool deformation and cutting temperature.
PDF Abstract XML References Citation
How to cite this article
H.H. Habeeb, K.A. Abou-El-Hossein, Bashir Mohamad, Jahara A. Ghani and K. Kadirgama, 2008. Investigating of Tool Wear, Tool Life and Surface Roughness When Machining of Nickel Alloy 242 with Using of Different Cutting Tools. Asian Journal of Scientific Research, 1: 222-230.
DOI: 10.3923/ajsr.2008.222.230
URL: https://scialert.net/abstract/?doi=ajsr.2008.222.230
DOI: 10.3923/ajsr.2008.222.230
URL: https://scialert.net/abstract/?doi=ajsr.2008.222.230
INTRODUCTION
Nickel based alloys has high strength to weight ratio, excellent erosion resistance, excellent corrosion resistance. However nickel based alloys have poor machinability, this may be due to their high chemical reactivity with most cutting tools and therefore, have a tendency to weld to the cutting tools during the machining, thus leading to generation of Build Up Edge (BUE), chipping and premature tool failure. Its low thermal conductivity increases the temperature at the tool-workpiece interface, which effects on tool life. Nickel alloy are being milled increasingly to make critical components for aerospace, medical and chemical processing industries. These materials are required to have good surface integrity and geometrical accuracy. It is necessary to investigative machining process to approach to ideal results and reduce the process time and improve the surface quality. Current researches focus mostly on the machinability of nickel alloy (Rahman, 1997; Kura, 1999). In the milling process the end of tool life is more frequently caused by chipping, cracks and breakage of the edge, (rather than regular tool wear) than in other machining process, such as turning and drilling. This occurs because milling is an interrupted operation, where tool cutting edge enters and exits the workpiece several times per second. In addition, chip thickness varies as the edge penetrates the workpiece. Regular tool wear mechanisms will be predominating only if the tool is tough enough to resist the mechanical and thermal shocks of the process (Chandrasekaran, 1985). The major cause of tool failure at high cutting speeds is cracking of thermal origin. This occurs because the edges are exposed to a high level of thermal shock due to the high temperatures caused by high speeds and high degree of temperature variation typical of the process (Bahatia et al., 1978). At low cutting speed cracks of a mechanical origin are mainly responsible for tool failure as in his situation cutting forces are higher and temperatures are lower. Cracks of a mechanical origin may occur due to shocks either at the entrance of the cutting edge or during the exit of the edge from the workpiece. Problems due to shocks at the entrance of the cutting edge can be worsened by the tendency of the chip to adhere to the tool rake face (Kabaldin, 1980). One of the causes of the excessive chipping of the carbide tools used in milling operations is a phenomenon called (foot forming). When the tool edge is ready to exit the workpiece, it causes a rotation of the primary shear plane making its angle negative and instantaneously increasing the force on the edge. In face milling and machining with tools of carbide indexable inserts the entrance of the cutting edge into the workpiece is more critical for the chipping of the cutting edge than the its exite (Caldeirani Felho, 1998). An in other cutting processes cutting speed is the most influential cutting condition on tool life followed by feed and then by depth of cut (Ferraresi, 1972). In this study the milling operation on a machining center is considered as a more importance for machining of nickel alloy. The feasibility of using of CNC milling machine and other facilities like FEA, SEM and roughness tester are assessed by observing the wear, breakage, cutting temperature and surface roughness values of the cutting tools.
Experimental Condition
An age hardening nickel alloy 242 as a workpiece material since it is the most commonly used grade in the aerospace and gas turbine industries in size of 170x110x20 mm are used. The experiments were carried out in a very rigid CNC milling machine Okuma MX-45VA with speed ranging from 25 to 100 m min-1 (Fig. 1 ).
The chemical compositions and physical properties are shown in Table 1 and 2.
 | |
| Fig. 1: | Okuma MX-45-VA-CNC milling machine |
| Table 1: | Chemical composition |
 | |
| Table 2: | Physical properties |
 | |
| Table 3: | Thickness of coating layers |
 | |
| Table 4: | Cutting details |
 | |
Up to 1 mm thickness of the top surface of workpiece was removed prior to actual machining in order to eliminate any surface defects that can adversely affect machining results. The cutting tools as carbide class, TiAlN, TiCN/TiN, TiAlN/TiN and TiCN/Al2O3 are used. The tool was coated with multi layers 3 to 7 μm (Table 3).
The tool had diameter 50 mm. Tool flank wear on tools was measured by an optical microscope and scanner electronic microscope SEM, considered a main parameter used in this study to compare performance of tools therefore flank wear limit value (vB) = 0.3 mm was selected as reference with respect to ISO 3685, surface roughness (Ra) values of all passes are recorded and compared. The surface roughness of the workpiece was measured by a portable R200 instrument. The conducted operation was a fixed milling passes 90.5 mm lengths with an extra beginning distance 5 mm for each pass to decrease of tool shock when interfacing with workpiece. Table 4 shows the cutting parameters, cutting speed, feed rate, axial depth and radial depth.
Several times the experiments were interrupted in order to measure the flank wear of the tool and the surface roughness of the workpiece. FEA ThirdWave AdvantEdge is used to analysis and simulate of cutting forces and cutting temperatures.
RESULTS AND DISCUSSION
Wear Mechanism and Tool Failure Mode
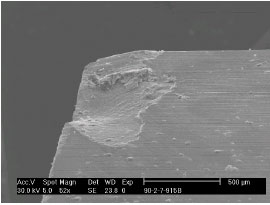
The development of flank wear curve obtained for four cutting tools operated when kept cutting speed constant are shown in Fig. 2-4, respectively. It was observed that during the using of TiAlN, TiCN/TiN, TiAlN/TiN and TiCN/Al2O3 cutting tool, flank wear was observed an acceptable result with lower cutting depth of 0.4 mm cutting speed 100 m min-1, were employed. At high cutting depth 1 mm with cutting speed 100 m min-1. The tool worn quite rapidly, resulting in a shorter tool life. Generally all cutting tool worn rapidly at high cutting speed tests and when applied high cutting depth, cutting tools experienced different modes of failure throughout the trails. These were non-uniform flank wear, chipping and catastrophic failure (Fig. 5-8) show images of the failure modes at various cutting parameters for all cutting tools employing. Chipping of the cutting edges was common at high cutting speeds and high cutting depth, perhaps due to when interfacing of cutting tool with workpiece.
 | |
| Fig. 2: | Flank wear curve when machining at speed of 100 m min-1 and feed rate 0.2 mm rev-1 with axial depth 0.4 mm |
 | |
| Fig. 3: | Flank wear curve when machining at speed of 100 m min-1 and feed rate 0.3 mm rev-1 with axial depth 0.7 mm |
 | |
| Fig. 4: | Flank wear curve when machining at speed of 100 m min-1 and feed rate 0.2 mm rev-1 with axial depth 1.0 mm |
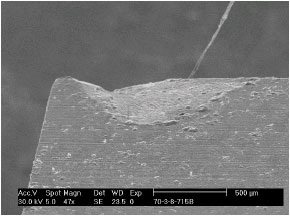 | |
| Fig. 5: | Catastrophic failure (TiAlN) at cutting depth 1 mm with speed 100 m min-1 |
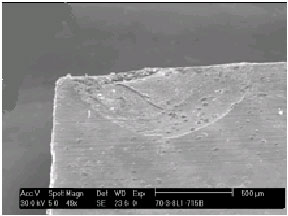 | |
| Fig. 6: | Non uniform flank wear and BUE, (TiAlN), cutting depth 1 mm speed 100 m min-1 |
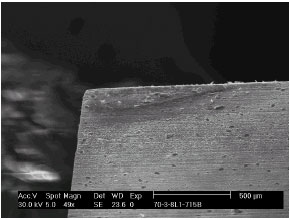 | |
| Fig. 7: | Uniform flank wear, (TiAlN),cutting depth 0.4 mm speed 100 m min-1 |
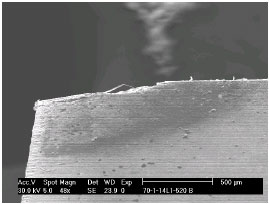 | |
| Fig. 8: | Chipping, (TiAlN), cutting depth 1.0 mm speed 100 m min-1 |
 | |
| Fig. 9: | Catastrophic failure-TiCN/Al2O3 -cutting tool |
Tool Life
Results in term of tool life when machining of nickel alloy by using of TiCN/Al2O3 cutting tool are given a clear vision (Fig. 9) this tool recorded very short tool lives with catastrophic failures when carried out of experiments, the maximum tool life for this tool are recorded at medium and low cutting depth, these results concern of cutting forces which played as a significant role in shortest of the tool life for TiCN/Al2O3 tools. the results revealed the outstanding performance of all cutting tools at low and medium cutting depth and cutting speed. The longest tool life was recorded for (TiAlN) cutting tool at medium cutting depth when with lower cutting speed.
Surface Roughness
Among several CNC industrial machining processes, milling is a fundamental machining operation. End milling is the most common metal removal operation encountered. It is widely used in a variety of manufacturing industries including the aerospace and automotive sectors, where quality is an important factor in the production of slots, pocket, precision molds and dies. The quality of the surface plays a very important role in the performance of milling as a good-quality milled surface significantly improves fatigue strength, corrosion resistance, or creep life. Surface roughness also affects several functional attributes of parts, such as contact causing surface friction, wearing, light reflection, heat transmission, ability of distributing and holding a lubricant, coating, or resisting fatigue. Therefore, the desired finish surface is usually specified and the appropriate processes are selected to reach the required quality (Mike et al., 1999). The influence of cutting parameters on surface finish results first group recorded superior results when applied of high cutting speed with moderate feed rate at lower cutting depth, second group with moderate cutting depth the results are changed whereas produced butter surface finish with increase of cutting speed and feed rate, third group recorded butter surface finish when applied moderate cutting speed with high feed rate. Surface finish results explained butter surface finish when applied high cutting speed and moderate feed rate with lower cutting depth (Table 5-7).
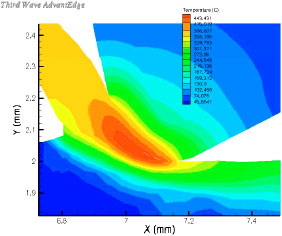
Cutting Temperatures
Figure 10, 11 and 12 shows the distribution of temperature on the cutting edges boundaries with various valued and cutting tools deformations, by using ThirdWave AdvantEdge simulation software obtained on these figures and results.
| Table 5: | Surface roughness values under various cutting conditions |
 | |
| Ra: Raughness, Cu: Cutting depth | |
| Table 6: | Surface roughness values under various cutting conditions |
 | |
| Ra: Raughness, Cu: Cutting depth | |
| Table 7: | Surface roughness values under various cutting conditions |
 | |
| Ra: Raughness, Cu: Cutting depth | |
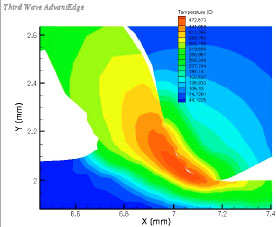 | |
| Fig. 10: | Cutting temperature and tool deformation with cutting depth 0.4 mm |
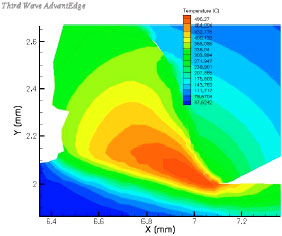 | |
| Fig. 11: | Cutting temperature and tool deformation with cutting depth 0.7 mm |
 | |
| Fig. 12: | Cutting temperature and tool deformation with cutting depth 1 mm |
Observed the influence of cutting depth on cutting temperature in term of tool deformation and the final result for cutting temperature, whereas when applied low cutting depth the deformation and temperature are acceptable with low values these result arise depending on cutting depth, at (Fig. 12) noticed generation and increasing of temperature and higher deformation when interfacing of cutting edge with workpiece.
CONCLUSIONS
According to the results obtained in this study, the following conclusions could be drawn as follows:
| • | Flank wear modes are noticed as acceptable results at lowest cutting depth with high cutting speed and moderate feed rate. |
| • | Highest flank wear results recorded with increasing of cutting depth and cutting depth. |
| • | The best tool life obtained with PVD cutting tools at low and moderate cutting depth. |
| • | Generally performance of PVD butter than CVD cutting tools. |
| • | Catastrophic failure mode observed with increasing of cutting speed and cutting depth. |
| • | Optimum surface roughness results are recorded with decreasing of cutting depth. |
| • | Lowest cutting temperature noticed at low and moderate cutting depth. |
| • | ool deformation at low value noticed on cutting edge when applied of lowest cutting depth. |
REFERENCES
- Bahatia, S.M., P.C. Pandey and H.S. Shan, 1978. Thermal cracking of carbide tools during intermittent cutting. Wear, 51: 201-211.
CrossRefDirect Link - Chandrasekaran, H. and V.C. Venkatesh, 1985. Thermal fatigue studies on tool carbides and its relevance of milling cutters. CIRP Ann.-Manuf. Technol., 34: 125-128.
CrossRefDirect Link - Lou, M.S., J.C. Chen and C.M. Li, 1999. Surface roughness prediction technique for CNC end-milling. J. Ind. Technol., 15: 1-6.
Direct Link - Rahman, M., W.K.H. Seah and T.T. Teo, 1997. The machinability of Inconel 718. J. Mater. Process. Technol., 63: 199-204.
Direct Link