
Srinidhi Desikan
Department of Biotechnology, St. Joseph`s College of Engineering, Chennai, India
Rekha Kannan
Department of Biotechnology, St. Joseph`s College of Engineering, Chennai, India
Krishnan Narayanan
Department of Mechanical Engineering, St. Joseph`s College of Engineering, Chennai, India
D.J. Mukesh Kumar
CAS in Botany, University of Madras, Guindy Campus, Chennai, India
P.T. Kalaichelvan
CAS in Botany, University of Madras, Guindy Campus, Chennai, India
Asian Journal of Biological Sciences
Year: 2013 | Volume: 6 | Issue: 7 | Page No.: 322-330







ABSTRACT
Biodiesel is a fuel additive which has received considerable attention in the recent years due to their biodegradability and non-polluting ability. In the present study, an enzymatic route for biodiesel production from waste cooking oil was performed using methyl acetate as an acyl acceptor and immobilized lipase as biocatalyst. Microbial lipase from Candida rugosa was immobilized by entrapment method and was used for the transesterification of waste cooking oil into biodiesel. A good conversion yield was standardized by optimizing various parameters for the transesterification reaction. The produced biodiesel was subjected to Thin Layer Chromatography for the preliminary confirmation and was then confirmed using GC-MS. The fuel characteristics of the produced biodiesel were compared to that of the standards. These results prove that the biodiesel produced from waste cooking oil can be used as an alternate fuel in engines. From the results, the enzymatic transesterification of waste cooking oil into biodiesel via immobilized lipase has been evidenced as a better approach for the biodiesel production as it produces the product with high purity. The present approach was found to be effective and eco-friendly with environmentally benign novel technique.
PDF Abstract XML References Citation
Received: October 04, 2013;
Accepted: October 30, 2013;
Published: February 06, 2014
How to cite this article
Srinidhi Desikan, Rekha Kannan, Krishnan Narayanan, D.J. Mukesh Kumar and P.T. Kalaichelvan, 2013. Application of Immobilized Lipase Enzyme for the Production of Biodiesel
from Waste Cooking Oil. Asian Journal of Biological Sciences, 6: 322-330.
URL: https://scialert.net/abstract/?doi=ajbs.2013.322.330
URL: https://scialert.net/abstract/?doi=ajbs.2013.322.330
INTRODUCTION
According to recent surveys, the depletion of world fuel resources occurs at the rate of 6% per annum and is the depletion rate is still increasing (Hook, 2009). Thus, there is an urge for an alternative fuel source such as biodiesel which can equilibrate the increasing fuel shortages (Lois, 2007).
Biodiesel comprises of long chain fatty acids which can be derived from either vegetable or animal oils. Biodiesel synthesis has attained a crest of novel research due to its unique features such as non-toxicity, biodegradability and renewability with lower exhaust emissions (Lu et al., 2007). Till now, various methods have been proposed by many researchers for the conversion of vegetable oils/fats in to biodiesel. One of the possible methods of Biodiesel synthesis is pyrolysis which has been used widely (Sonntag, 1979; Schwab et al., 1988). The transesterification reaction has become the basis for the production of biodiesel which can be used as a diesel fuel replacement. This process can be done either with or without catalyst. The catalyst used for transesterification method can be either chemical or enzymatic in nature, which aids the efficient and faster conversion of fatty acids in to biodiesel.
In the present study, a novel route for biodiesel production from waste cooking oil was carried out using methyl acetate as the acyl acceptor which enhanced the stability of the immobilized lipase. In general, biodiesel can be produced from any fatty acid substrates such as pure vegetable oil, rendered animal fats, etc. Here, one time used waste cooking oil (sunflower oil) is used as source for biodiesel production which cannot be used further for edible purpose. Transesterification process is carried out in the presence of Immobilized Lipases which are spontaneously soluble in aqueous solutions as a result of their globular protein nature and a suitable organic solvent is used to overcome the problem. The immobilized lipase will become free from reaction system and can be easily retained from the reaction system which prevents the contamination of the products. The lipase rich crude extract obtained from Candida rugosa was immobilized by gel entrapment method.
The biodiesel thus produced release Tri-acetin as byproduct, an anti-knock agent that reduces engine knocking and improves cold and viscosity properties of the biodiesel. Since, the lipase enzyme was used in immobilized form, it can be separated easily from the product without agglomeration and can be reused for several batches for biodiesel production.
The present study aimed at the transesterification of used cooking oil into biodiesel with the help of immobilized lipase enzyme as biocatalyst. The parameters responsible for the bioconversion were optimized and the fuel properties were analyzed further.
MATERIALS AND METHODS
Sources of biodiesel: The one time used cooking oil (sunflower oil) was used as a raw material for biodiesel since they are carbon dioxide neutral (Akoh et al., 2007). It comprises mainly of triglycerides such as steroids and tri-terpenoids and other fatty acids.
Enzyme source: Lipases are the enzymes of choice for the bio-catalytic synthesis of this Bio-fuel from fatty acid esters. Lipase is an ubiquitous enzyme having considerable physiological significance and industrial application (Bhushan et al., 2008) which was commercially purchased from Sigma-Aldrich.
Biodiesel production
Pretreatment: The waste cooking oil obtained was filtered and heated to 55°C in a water bath for 10 min. Pretreatment was done to ensure that the oil is free of water and other impurities.
Immobilization of enzyme: About 10 mg of Lipase enzyme was added to 10 mL of sodium alginate solution (1.5% w/v) was prepared. The mixture was stirred and dripped into 10 mL of 2% CaCl2 solution using syringe for the formation of lipase entrapped Ca-alginate beads. After 30 min of hardening in the same solution, the beads were separated from the CaCl2 solution by filtration. They were washed on a filter with 1% CaCl2 and then with 0.05 M Tris buffer pH 7.5, so as to remove the loosely bounded enzyme.
Transesterification process: The transesterification reactions were carried out in 250 mL conical flasks and heated to the reaction temperature on a shaker. The standard reaction mixture consisted of the oil, methyl acetate and immobilized lipase.
Formation of two layers was observed. The upper layer was carefully separated and was heated at 90°C for 30 min in a water bath and allowed to cool at room temperature.
The use of methyl acetate as acyl acceptor enhances the stability of lipase.
Process optimization: For any conversions in bioprocess, it is vital to optimize the process conditions. Hence, in this study also, the process conditions like temperature, pH and molar ratio of Oil: Solvent, reaction time and amount of enzyme used for the process were optimized. These parameters were varied to obtain the best results and the yields of alkyl ester (FAME) were analyzed.
Layer chromatography and GC-MS: The Thin Layer Chromatography (TLC) was performed initially as a preliminary confirmation test for biodiesel. The confirmation was done based on the retention factor of the biodiesel which is calculated according to the equation:
The final confirmatory test was performed by the use of Gas Chromatography and Mass Spectrometric analysis to obtain the constituents present in the fuel.
The properties of the produced and confirmed biodiesel were then compared with the properties of the standard diesel.
Statistical analysis: All the experiments were carried out in triplicates and the results were expressed as mean of the obtained values.
RESULTS AND DISCUSSION
Bio-fuel is biodegradable, non-toxic fuel alternative which are free of sulfur. Biodiesel is widely used bio-fuel sources worldwide. Bio-fuels can be blended at any proportion with petroleum to create a bio-fuel blend. The bio-diesel possesses an additional advantage that it can be used in any vehicles with a little or no adaptation. Transport Sector sees bio-fuel as a way of reducing greenhouse gases and emissions and diversifying energy sources. Thus, the product is capable of being manufactured in larger quantities which in turn resulting in their lowering of costs.
Biodiesel is a clean burning fuel with a chemical structure of fatty acid alkyl esters. Lipase enzyme catalyzed biodiesel production has been an active area of research and shows great potential to generate an environmental friendly and economic fuel in future. In the conventional methods of biodiesel production, enzymatic activities were influenced seriously by traditional acyl acceptors such as methanol and lipase enzyme expressed poor activity during the repeated experiments. The enzymes such as lipase will be used for the transesterification of vegetable oils into biodiesel (Leca et al., 2010). However, methyl acetate, a novel acyl acceptor showed very mild negative effect on enzymatic activity and lipase could be reused directly without any additional treatment and this significant improvement reduced the cost of the overall process.
Reaction time for the process: Optimal reaction time for the transesterification process was found out by analyzing the conversion yield percentage at various reaction times. It can be concluded that a reaction time of 24 h is needed to obtain a maximum yield, beyond which the yield remained constant with increase in time (Fig. 1). This constancy in the reaction was due to the maintenance of the equilibrium of the reaction. It is also found that beyond 24 h, the lipase began to lose its potential and the conversion rates showed a minimal decrease. The obtained results were found in accordance with Nasratun et al. (2010) who found the maximum production of biodiesel from Jatropha oil using immobilized lipase enzyme was found in 2nd day incubation.
Effect of temperature: Temperature is one of the most important parameters considered when a reaction proceeds in the presence of a catalyst. The reaction time was maintained at 24 h. The conversion increased rapidly between the temperatures of 25-40°C (Fig. 2). The conversion rates after 24 h were analyzed and at 35°C, the conversion was found to be a maximum of 90%. After 35°C, the yield decreases constantly. At 45°C, it was found that the conversion rate is around 13% lesser than the value at 35°C. The reduction in conversion yield was due to inactivation of lipase at higher temperatures.
Effect of pH: Similar to temperature, pH is also another parameter that constitutes for the reaction to give a better yield of product. Enzymes are most active at an optimum pH. Since, lipase is a water soluble enzyme that degrades the triglycerides, the pH can range from 6-8.5 (Chattopadhyay et al., 2011). Thus various tests were carried out at different buffer solution having their pH ranging from 6-8.5. The reaction was monitored at a temperature of 35°C for about 24 h. In a similar work done by Egwim et al. (2012), the optimum pH for the transeterification of olive oil by free lipase and immobilized lipase were found to be 6.5 and 7.0, respectively.
From Fig. 3, it is seen that, higher rate of conversion was obtained at neutral pH. At both acidic and basic pH, ions are present that seem to be interfering with the lipase enzyme thus reducing their catalytic activity and their rates of conversion.
 | |
| Fig. 1: | Optimization of the reaction time on the conversion yield of biodiesel |
 | |
| Fig. 2: | Effect of temperature on the conversion yield of biodiesel |
 | |
| Fig. 3: | Effect of pH on the conversion yield of biodiesel |
 | |
| Fig. 4: | Effect of oil: Solvent ratio on the conversion yield of biodiesel |
 | |
| Fig. 5: | Effect of enzyme concentration on the conversion yield of biodiesel |
Effect of oil: solvent ratio: The maximum conversion can be obtained only at an optimal molar ratio. The molar ratio of the solvent was varied from 1:1-1:8.
In the case of enzyme catalyzed reactions, increase or decrease in the methyl acetate content decreased the methyl ester yield to some degree and hence the highest yield of 90% conversion, was found to be obtained at an optimum ratio of 1:3 (Fig. 4).
Effect of enzyme concentration: The amount of lipase used for immobilization in the process is regarded as a very important factor especially due to its availability and cost. It is observed that the rate of the transesterification process increases proportionally with increase in the amount of enzyme (Fig. 5). However, at higher concentration of the enzyme, the rate remains constant. The highest conversion of the reaction mixture was obtained at 10% mass ratio of lipase to oil.
The amount of enzyme present in the reaction mixture is very important as most of the lipase catalyzed reactions takes place at the interface of oil and solvent. Thus, it is possible that above an enzyme concentration of 10%, a monolayer formation may occur at the interface thus bringing about very mild changes in the conversion rates.
 | |
| Fig. 6: | Comparison of conversion yield by free and immobilized enzyme |
 | |
| Fig. 7: | Reusability studies of immobilized enzyme for the conversion yield of biodiesel |
Conversion rates for free and immobilized enzyme: The reaction was carried out using both free enzyme and immobilized enzyme of lipase from Candida rugosa. The conversion rates of the reaction using free and immobilized enzyme was determined.
It is seen that immobilized enzyme gives a better yield than the free enzyme (Fig. 6). This is because, free enzyme is not bound to any external source as in the case of immobilized enzyme and is much more easily degraded at a faster rate by the solvent. Moreover, desorption of the free enzyme occurs more frequently. Hence, the biggest advantage of using immobilized enzyme was that it can be used for repeated cycles.
Reusability of immobilized enzyme: Immobilization of the enzyme is basically done, to help in the continued reusability and to reduce the cost. Thus the immobilized enzyme entrapped in calcium-alginate beads was checked for its reusability for about 6 cycles. Figure 7 reveals that, the conversion yield decreases at smaller rates without showing a large batch to batch variation.
When the immobilized enzyme was used for the first batch of reaction, some amount of the enzyme got desorbed. This desorption process did not occur when the enzyme was used repeatedly for many cycles which was due to the tight cross-linking between the enzyme and the substrate used for immobilization and hence the conversion rates remained almost constant for certain number of cycles (Iso et al., 2001).
Primary conformation test for methyl ester: The primary conformation test was done to verify the formation of biodiesel as the product. In this test, control was taken as waste cooking oil and the Thin Layer Chromatography (TLC) was carried out for the alkyl ester formed, using free and immobilized enzyme with methyl acetate as the solvent (Schumacher, 1997). The retention factor was found to be 0.47 for alkyl ester which was formed using free enzyme and 0.63 for alkyl ester formed, using immobilized enzyme.
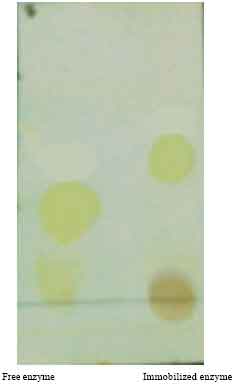 | |
| Fig. 8: | Thin layer chromatography of biodiesel produced using free enzyme and immobilized enzyme as catalyst |
Thus, the Rf value of the latter was found to be in accordance to the standards thereby confirming that the alkyl ester formed using immobilized enzyme is better than the alkyl ester formed using free enzyme (Fig. 8). The increased biodiesel yield with immobilized enzyme when compared to those of free lipase and were also evidenced by Egwim et al. (2012).
Gas chromatographic analysis (GC-MS): Since, the preliminary test confirmed that the biodiesel produced using immobilized enzyme had a better conversion rate than the free enzyme, a gas chromatographic analysis was done to study the characteristics and to confirm the biodiesel produced from immobilized enzyme (Fig. 9).
A gas chromatographic analysis was done to study the characteristics and to confirm the biodiesel produced from immobilized enzyme. The GC showed a highest peak between 18-19 min and the Mass Spectrometric results confirmed that methyl ester was produced from the given sample.
FUEL PROPERTIES
The biodiesel produced from waste cooking oil using immobilized enzyme was tested for its fuel characteristics and was compared with the standard diesel, before and after the transesterification process. The values according to ASTM (American Standard for Testing of Machines) are given in the tabular column below.
From the Table 1, it is observed that the physical and chemical properties are more improved in biodiesel obtained from waste cooking oil and it contains more cetane number than standard diesel.
 | |
| Fig. 9: | Chromatogram of biodiesel produced from waste cooking oil |
| Table 1: | Fuel properties of the biodiesel before and after transesterification process |
 | |
These properties enhance good combustion characteristics in biodiesel produced. So, the amount of hydrocarbons in the emissions is reduced and fuel carries more amount of oxygen that helps in better vaporization of fuel.
CONCLUSION
In this study, waste cooking oil along with methyl acetate was used as a substrate along with immobilized lipase as a catalyst, the various parameters were optimized and a 90% conversion in the yield was obtained. Finally the biodiesel formed was confirmed by gas chromatography analysis. Tri-acetin was formed as an important byproduct and showed no negative effect on the fuel property which demonstrated that this method is very promising for large scale production of biodiesel. Future studies involve the production of large and cost effective quantities of biodiesel and its blends that can possibly be used efficiently in engines in order to replace the commercial renewable resources.
ACKNOWLEDGMENTS
The authors are thankful to Dr. G. Baskar, Associate Professor, Department of Biotechnology, St. Joseph’s College of Engineering, Chennai for his guidance and constant support; Dr. P.T. Kalaichelvan, Professor, Centre for Advanced Studies in Botany, University of Madras, Chennai for the facilities provided for the successful completion of the project.
REFERENCES
- Akoh, C.C., S.W. Chang, G.C. Lee and J.F. Shaw, 2007. Enzymatic approach to biodiesel production. J. Agric. Food Chem., 55: 8995-9005.
CrossRef - Bhushan, I., R. Parshad, G.N. Qazi and V.K. Gupta, 2008. Immobilization of lipase by entrapment in Ca-alginate beads. J. Bioactive Compatible Polym., 23: 552-562.
CrossRefDirect Link - Lu, J., K. Nie, F. Xie, F. Wang and T. Tan, 2007. Enzymatic synthesis of fatty acid methyl esters from lard with immobilized Candida sp. 99-125. Process Biochem., 42: 1367-1370.
CrossRefDirect Link - Iso, M., B. Chen, M. Eguchi, T. Kudo and S. Shrestha, 2001. Production of biodiesel fuel from triglycerides and alcohol using immobilized lipase. J. Mol. Catal. B: Enz., 16: 53-58.
CrossRefDirect Link - Schwab, A.W., G.J. Dykstra, E. Selke, S.C. Sorenson and E.H. Pryde, 1988. Diesel fuel from thermal decomposition of soybean oil. J. Am. Oil Chem. Soc., 65: 1781-1786.
CrossRef - Chattopadhyay, S., A. Karemore, S. Das, A. Deysarkar and R. Sen, 2011. Biocatalytic production of biodiesel from cottonseed oil: Standardization of process parameters and comparison of fuel characteristics. Applied Energy, 88: 1251-1256.
CrossRef - Leca, M., L. Tcacenco, M. Micutz and T. Staicu, 2010. Optimization of biodiesel production by transesterification of vegetable oils using lipases. Romanian Biotechnol. Lett., 15: 5618-5618.
Direct Link - Egwim, E.C., A.A. Adesina, O.A. Oyewole and I.N. Okoliegbe, 2012. Optimization of lipase immobilized on chitosan beads for biodiesel production. Global Res. J. Microbiol., 2: 103-112.
Direct Link - Nasratun, M., A.S. Hasrul, A. Sureena, M.A.N. Aini and A.R. Ruwaida et al., 2010. Immobilization of lipase from Candida rugosa on chitosan beads for transesterification reaction. J. Applied Sci., 10: 2701-2704.
CrossRefDirect Link