
K. Simarani
Graduate School of Life Science and System Engineering, Kyushu Institute of Technology, 2-4 Hibikino, Wakamatsu-Ku, Kitakyushu-Shi, 808-0196, Japan
M.A. Hassan
Department of Bioprocess Technology, Faculty of Biotechnology and Biomolecular Sciences,Universiti Putra Malaysia, 43400 Serdang, Selangor, Malaysia
S. Abd-Aziz
Department of Bioprocess Technology, Faculty of Biotechnology and Biomolecular Sciences,Universiti Putra Malaysia, 43400 Serdang, Selangor, Malaysia
M. Wakisaka
Graduate School of Life Science and System Engineering, Kyushu Institute of Technology, 2-4 Hibikino, Wakamatsu-Ku, Kitakyushu-Shi, 808-0196, Japan
Y. Shirai
Graduate School of Life Science and System Engineering, Kyushu Institute of Technology, 2-4 Hibikino, Wakamatsu-Ku, Kitakyushu-Shi, 808-0196, Japan
Asian Journal of Biotechnology
Year: 2009 | Volume: 1 | Issue: 2 | Page No.: 57-66







ABSTRACT
Sterilization process of oil palm fruits by-product can be satisfactorily used as alternative degradation method in production of value-added products from Empty Fruit Bunch (EFB). It could be considered as an auto hydrolysis technique in the regular pre-treatment methods. Other studies on lignocelluloses showed that they increase the pore volume of the wood which increases the available surface area for the enzyme. Changes in structure and properties of the EFB cellulose caused by sterilization were investigated by x-ray diffractometry and enzymatic hydrolysis of cellulosic biomass for fermentable sugar production (glucose). The enzymatic hydrolysis results showed that the highest hydrolysis of 53.77±1.38% (g/g biomass) conversion was obtained in EFB after 72 h incubation with glucose production, (Yp/x) of 12.55±0.33 g L-1. The increase in Crystallinity Index (CrI) of sterilized biomass increased the yield of glucose (g L-1) up to 44.55% compared to Fresh Fruit Bunches (FFB) as a control. Results obtained appear to be commercial significance showing the potential of sterilization process in a palm oil mill as a zero cost pre-treatment for the effective utilization of empty fruit bunch biomass for value added production from the palm oil industry.
PDF Abstract XML References Citation
How to cite this article
K. Simarani, M.A. Hassan, S. Abd-Aziz, M. Wakisaka and Y. Shirai, 2009. Effect of Palm Oil Mill Sterilization Process on the Physicochemical Characteristics and Enzymatic Hydrolysis of Empty Fruit Bunch. Asian Journal of Biotechnology, 1: 57-66.
DOI: 10.3923/ajbkr.2009.57.66
URL: https://scialert.net/abstract/?doi=ajbkr.2009.57.66
DOI: 10.3923/ajbkr.2009.57.66
URL: https://scialert.net/abstract/?doi=ajbkr.2009.57.66
INTRODUCTION
Over the last few decades, the Malaysia palm oil industry has grown to become a very important agriculture-based industry where the country is today the world’s leading producer and exporter of palm oil. In the processing of palm oil, the main by-product and wastes produced are Empty Fruit Bunches (EFB), Palm Oil Mill Effluent (POME), palm fiber and palm kernel shell (Yusoff, 2006). On average, for every tonne of Fresh Fruit Bunches (FFB) processed, of 230-250 kg of Empty Fruit Bunch (EFB), 130-150 kg of fiber, 60-65 kg of shell and 55-60 kg of kernel were produced (Karen, 2008). Currently, 15 million tonnes of EFB was generated annually from Malaysian palm oil industry, automatically collected as business-as-usual at the mills (Rahman et al., 2006).
The large quantity of EFB annually cannot be used effectively and regularly discharged at palm oil mill left after removal of the fruit. Previously, its are generally burnt in incinerators by palm oil mills which create environmental pollution problems in nearby localities, but now the burning is banned. Nowadays, many of them are returned to plantation side and applied over field after weeding and sanitation as mulch and organic fertilizer (Yusoff, 2006). Therefore, EFB as lignocellulose, afford a renewable biomass and low-cost raw material for the production of high valued products such as polylactate, ethanol and compost.
The conversion of lignocellulosic biomass to ethanol is more challenging than regular food biomass used for ethanol production (Rebecca et al., 2007) due to the complex structure of the plant cell wall. Therefore, pretreatment is required to alter the structural and chemical composition of lignocelluloses biomass to facilitate rapid and efficient hydrolysis of carbohydrates to fermentable sugar (Rebecca et al., 2007; Zhong et al., 2007).
Conventionally, lignocellulosic biomass is pretreated by acid hydrolysis or chemical as well as physical methods, before enzymatic hydrolysis to open the plant fibers and convert the polymers of cellulose and hemicelluloses to sugar, which could be subsequently fermented by bacteria,yeast or filamentous fungi (Chew and Bhatia, 2008). Pretreatment refers to the solubilization and separation of one or more of the four major components of biomass-hemicellulose, cellulose, lignin and extractives: to make the remaining solid biomass more accessible to further chemical and biological treatment (Garf and Koehler, 2000). However, pretreatment of cellulosic biomass is costly and control the economics of the biomass conversion process. Therefore, it’s become a major challenge of cellulose-ethanol technology research and development (R and D).
In order to produce high sugar for bioethanol production, it is very important to determine the suitable method for EFB degradation process. The study of steam explosion as a physical pretreatment method on Pinus pinaster, kenaf and poplar in delignification of plant biomass has been reported by Negro et al. (2003), Nakamura et al. (2001) and Toussaint et al. (1991). However, study on the effect sterilization process in an ordinary palm oil mill operation for degradation of EFB lignocelluloses has received no attention.
Sterilization process in palm oil mill operation is the first step in the sequence of processes to extract the oil. It is typically a batch process using steam for heating or cooking the fruits. During this process, heat penetrates into the pericarp of fruitlets and brings it for certain physico-chemical changes (such as for inactivation of lipase enzyme and for killing the microorganism that produce free fatty acid) for good de-oiling (Kandiah et al., 1992).
The use of high pressure at 40 lb/in2, 140°C with triple cycle for about 90 min, this sterilization process might be attractive and comparable to steam explosion as a pretreatment method. This study was carried out to investigate the effectiveness of sterilization in an ordinary palm oil processing industry for cellulose structure alteration in promoting the hydrolysis of EFB fibers to fermentable sugar for bioethanol production.
MATERIALS AND METHODS
Raw Material
Two types of oil palm fruit bunches were collected from FELDA Serting Hilir Palm Oil Mill, Negeri Sembilan, Malaysia. The Fresh Fruit Bunch (FFB) consists of fruit embedded in spikelets growing on a main stem. Manual threshing is achieved by cutting the fruit-laden spikelets from the bunch stem with an axe or machete and then separating the fruit from the spikelets by hand. The Empty Fruit Bunch (EFB) is oil palm wasted fiber removed after sterilization processes in the mill.
 | |
| Fig. 1: | Material flow chart of a palm oil mill. Symbol: line is process and dash is waste (Prasertsan and Prasertsan, 1996) |
Sterilization Process
Sterilization of oil palm fruits was carried out in FELDA Serting Hilir, Malaysia palm oil mill. It was done using horizontal autoclaves of cylindrical shape of approximately 1.83 m diameter and 3.05 m length which is capable of holding up to 3.5 tonnes of fruit bunches. Fruit bunches were cooked for about 60-90 min with pressure of 40-45lb/in2 and steam flow rate of 5219 kg h-1 in triple peak sterilization cycle (Kandiah et al., 1992). Sterilized FFB were then removed into the feed hopper of the bunch strippers. The stripper consists of a horizontal rotating drum in which each bunch was lifted and dropped several times to shake out the fruit. Fruitlets were transferred into digester and EFB were removed as waste fiber (Fig. 1 ) (Prasertsan and Prasertsan, 1996).
Sample Preparation
Fresh Fruit Bunch (FFB)
Sample from FELDA Serting Oil Palm Mill, Negeri Sembilan, Malaysia was shredded and cut manually after fruitlets were picked and oven dried at 50°C until constant weight. FFB which consisted stalks fiber and patel of fruitlet was ground in a Thomas Wiley Laboratory Mill Model 4 (Philadelphia USA). The biomass was sieved by laboratory test sieve shaker SW19 3UP (Endecotts Ltd. London) to pass the 40 and 60 mesh particle size (425 and 250 μm) and oven dried at the same temperature for 2 days before used as the substrate for enzymatic hydrolysis.
Empty Fruit Bunch (EFB)
Sample in powder form was obtained from palm oil mill was dried in the oven at 50°C and sieve into fraction same as FFB above.
Determination of the Degree of Crystallinity of Cellulose
Crystalline structure of the cellulose component of both control (FFB) and sterilized treatment (EFB) were determined by X-Ray Diffraction (XRD) using a Philip diffractometer (PANanalytical X’Pert). The wavelength of the Cu Kaα radiation source was 1.54 nm and the spectra was obtained at 30 mA with an accelerating voltage of 45 kV. The samples were pressed into pellets (25 mm in diameter) by compression of 0.25 g in a mold under a pressure of 50 MPa. Samples were scanned on the automated X’Pert Software at 1° min-1 from 2θ = 10° to 30° with data acquisition taken at intervals of 0.05°.
Crystalline indices of cellulose samples were calculated from the X-ray reflected intensity data using Eq. 1 (Kim and Holtzapple, 2006):
| (1) |
where, I002 is the maximum intensity of the lattice diffraction at about 2θ = 22.5° (reflection attributed to the crystalline region of sample), Iam is the intensity of diffraction at Bragg angle of about 2θ = 18° (reflection attributed to the amorphous region of sample)
Enzymatic Hydrolysis
Enzymatic hydrolysis studies were carried out to investigate the effect of sterilization during mill processing on sugar yield and hydrolysis rate. The substrate concentration was 24 g L-1 biomass which contains 16.8 g cellulose. Cellulase-SS (NAGASE Enzyme) with 2150 U g-1 was added at following specific loading rate of 5 times dilution. The hydrolysis was carried out for 72 h at 50°C under shaking of 100 rpm and performed in 0.1 M citrate buffer (pH 4.8) with 0.03% (w/v) sodium azide to keep constant pH and prevent microbial contamination, respectively. Sample was collected and the mixture was then heated to 100°C to denature the enzyme followed by centrifugation at 5000 rpm for 10 min. The supernatant was used for determination of glucose produced.
Analytical Methods
The concentration of glucose was determined by the enzymatic kit (Toyobo TGC-502). The 10 μL of supernatant sample was added to 3 mL-1 of enzymatic kit and incubated at 37°C for 30 min before measure the absorbance at 550 nm.
The concentration of glucose (GC) was calculated using the equation below:
| (2) |
where, ODsample is the reading of optical density at 550 nm in the hydrolysate sample and ODstd is the reading of optical density at 550 nm in glucose standard. Values obtained were converted to international unit.
The Neutral Detergent Fiber (NDF) and Acid Detergent Fiber (ADF) were prepared following Umi-Kalsom et al. (1997) for determination of cellulose, hemicellulose and lignin content in unsterilized and sterilized OPEFB fibers.
Scanning Electron Microscopy
The biomass structures were observed and pictures of the samples Scanning Electron Microscope (SEM) were taken by a JEOL (JSM 6400-SEM) at the accelerating voltage of 15 kV.
RESULTS
Physicochemical Properties
Biomass is generally composed of cellulose, hemicelluloses, lignin and inert ash. In this study the physical and chemical properties of the biomass were determined in triplicate as given in Table 1 , including FFB and EFB, was expressed on an oven-dry basis.
| Table 1: | Structural composition of substrates used (wt.% of dry sample) |
 | |
| Data in present study are mean values of 3 replicates; aRahman et al. (2006), bUmi Kalsom et al. (1997). ND: Not detected | |
Results obtained indicated that the cellulose and hemicelluloses content of EFB was slightly increased of 45.54 and 28.76% compared to FFB of 44.87 and 26.34%, respectively. After sterilization process, the EFB sample showed the lower content of lignin of 11.06% than the control sample (FFB) of 14.56%. These results indicated that sterilization had an effect on degradation of biomass sample.
Determination of Crystallinity
To investigate the effect of sterilization process on the degree of crystallinity of the biomass was then followed by X-ray diffraction (Fig. 2a-c). Figure 2a, showing the typical X-ray diffraction intensity profiles of α cellulose as a standard material with crystalline scatter of the 002 reflection at 2θ of 22.5° for cellulose I and 101 reflection at 2θ of 14.7° for cellulose II (crystalline height) and the amorphous reflection at 2θ of 18° for cellulose I or 2θ of 16.5° for cellulose II.
As shown in Fig. 2b and c, the diffraction pattern in both FFB and EFB appeared the same as α cellulose. However, the peak corresponding to the (002) plane 2θ = 22.5° in the diffraction intensity profiles of EFB cellulose becomes sharper than that of the FFB samples even for the biomass samples in bigger size of 425 μm. The shoulder of the peak around 2θ = 20° has a tendency to increase in intensity by the sterilization process.
Enzymatic Hydrolysis
In order to determine the effect of crystallinity of the substrates on the reaction rate and yield, enzymatic hydrolysability (cellulose - to- glucose conversion yield) experiment were carried out in different particle sizes. Figure 3 summarizes the enzymatic saccharification profile on EFB and FFB as a control with different mesh size of biomass.
The results shown the digestibility of the fresh fruit bunch with bigger size (FFB425) is lower than FFB with 250 μm in size. The conversion of cellulose to glucose (Yp/x ) after 72 h incubation are 5.58±0.18 and 8.68±0.18 g L-1 with recovery of glucose from biomass of 23.55±0.82 and 35.33±0.74%, respectively. However, the hydrolysis rate of EFB with 250 μm in size was increased rapidly to reach maximum in first 12 h and constant after 72 h of incubation period. Whereas the enzymatic hydrolysis profile of EFB with 425 μm in size, a regular increase in release of glucose was observed until 24 h incubation, which remained almost constant after 72 h of incubation period.
Scanning Electron Microscopy
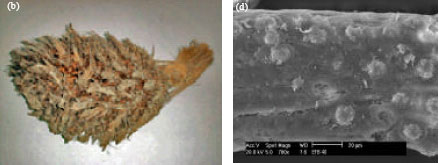
This investigation was carried out to observe the structural modification and physical changes in the EFB after sterilization process. Figure 4a and b show the typical structure of FFB and EFB and Fig. 4c and d show the structure under scanning electron microscope with magnification of 700 times.
 | |
| Fig. 2: | Resolution of X-ray diffraction pattern curves of (a) α cellulose, EFB and FFB crystallinity at particle size of (b) 250 µm and (c) 425 µm |
 | |
| Fig. 3: | Time course of enzymatic hydrolysis of sterilized EFB and FFB cellulose at different particle size |
 | |
| Fig. 4: | (a, b) Photomicrograph and scanning electron microscope (c, d) under magnification of 700 times FFB and EFB |
DISCUSSION
The physical and chemical properties of the biomass significantly vary due to their diverse origins and types. The results in present study are comparable to other finding reported by Rahman et al. (2006) and Umi-Kalsom et al. (1997). It was shown that the sterilization process in the usual mill operation could reduce the lignin component in the EFB. The changes of biomass chemical composition are important indices for the effectiveness of sterilization as a lignocellulosic degradation method.
| Table 2: | Influence of sterilization process on the crystallinity index (CrI) of the biomass samples |
 | |
| Data in present study are mean values of 3 replicates and calculated following the Eq. 1 | |
Study on crystallinity of EFB (Fig. 2b, c) showed the amorphous substances solubilization (lignin) was increased due to the increase of glucan content in the solid fraction of sample. The increase in crystallinity index (CrI) (Table 2) of sterilized biomass showed the excellent hydrolysability with the yield of glucose (12.56 g L-1) was increased up to 44.43% compared to Fresh Fruit Bunches (FFB) as a control of 8.68 g L-1 (Fig. 3). Several researchers have reported that the intensity of crystallinity increased due to lignin solubilized (delignification) after lime pretreatment process in corn stover and pretreated soybean straw (Kim and Hotzapple, 2006; Zhong et al., 2007).
During the enzymatic saccharification of biomass, the effect of sterilization process on EFB was found to be effective as indicated by conversion of cellulose-to- glucose yield after 12 h incubation was higher than after 72 h incubation using FFB. This indicated that sterilization of EFB is an effective method of enhancing the enzymatic hydrolysis of the cellulose component. The degree of hydrolysis was increased when the lignin content was decreased with the increasing of cellulose content in EFB. Zhong et al. (2007) had been reported that the physical properties and cellulose microstructure were among the potential factors influencing enzymatic hydrolysis. Similar study conducted by Kim and Hotzapple (2006) showed that the enzymatic digestibility of lime-treated corn strover was affected by the change of structural features resulting from treatment.
In the early stage of enzymatic hydrolysis process, the glucose yield from both EFB either with 425 and 250 μm in size (after 12 h incubation) was achieved up to 7.78±0.13% and 11.00±0.22 g L-1, respectively. However, there was no significant difference in the glucose yield, Yp/x obtained after 72 h of 12.45±0.11 with biomass of 53.00%. Similar observation was found on the difference levels of maximum plateau value of the glucose concentration from hydrolysis of FFB with 425 and 250 μm in size. This phenomenon was suggested that the physical properties of biomass such as particle size may impact enzyme access to cellulose microfibrils include pore structure and substrate surface area. Similar observation has been reported by Astimar et al. (2002) that the reduction of size by grinding or milling could increase the hydrolysis rate of oil palm press fiber for xylose and glucose production by increasing the surface area for enzyme reaction.
It has been shown in Fig. 4c the structure of FFB strand has compact fiber with coarse surface with some microfibrils. The silica bodies on the surface of EFB were clearly observed and some of them were disappeared after sterilization process (Fig. 4d). Some granules also can observe on the surface indicating partial breakdown of the lignin structure, although those lignin may still stay on the particle surfaces. The microfibrils were also separated from the initial connected structure and fully exposed. It was increased the pore volume of the wood which increased the external surface area available to the enzyme molecules (Hans and Alvin, 1991). The similar observation have been reported by Negro et al. (2003), that changes in the main component of lignocellulosic biomass (hemicellulose, cellulose and lignin) have been used to explain the increment in enzymatic hydrolysis of Pinus pinaster wood after steam explosion pre-treatment. Toussaint et al. (1991) also reported the increase in enzymatic hydrolysis can be explained by the removal of the hemicelluloses but also by the melting and agglomeration of the depolymerized lignin.
CONCLUSION
Sterilization process in a palm oil mill as usual during oil extraction was suggested to be an efficient operation for hydrolyzing, depolymerizing cellulose, hemicellulose and lignin in EFB. It is considered as a zero cost pre-treatment for the effective utilizationof EFB biomass to produce value-added products to the palm oil industry.
ACKNOWLEDGMENTS
This study was supported partly by the Grant KIT-UPM-FELDA: Kyushu Institute of Technology Japan, University of Putra Malaysia (UPM), FELDA Palm Industries (M) Sdn Bhd, Japan Society for Promotion of Science JSPS’s Asian CORE program Creation and Development of Palm Biomass Initiative, University of Malaya Kuala Lumpur and Ministry of Higher Education, Malaysia.
REFERENCES
- Abdul Aziz, A., K. Das, M. Husin and A. Mokhtar, 2002. Effects of physical and chemical pretreatments on xylose and glucose production from oil palm press fibre. J. Oil Palm Res., 14: 10-17.
Direct Link - Chew, T.L. and S. Bhatia, 2008. Catalytic processes towards the production of biofuels in a palm oil and oil palm biomass-based biorefinery. Bioresour. Technol., 99: 7911-7922.
CrossRef - Grethlein, H.E. and A.O. Converse, 1991. Common aspects of acid prehydrolysis and steam explosion for pretreating wood. Bioresour. Technol., 36: 77-82.
CrossRefDirect Link - Kandiah, S., M. Hassan and M. Yaccob, 1992. Overview of automation in a palm oil mill the sterilization process. J. Comp. Cont. Eng., 3: 45-52.
Direct Link - Kim, S. and M.T. Holtzapple, 2006. Effect of structural features on enzyme digestibility of corn strover. Bioresour. Technol., 97: 583-591.
CrossRefDirect Link - Nakamura, Y., T. Sawada, A. Komatsu, H.S. Sawada and M. Kawamura, 2001. Degradation of kenaf core by steam explosion and saccharification of useful utilization of biowaste. J. Chem. Eng. Jap., 34: 549-552.
Direct Link - Negro, M.J., P. Manzanares, J.M. Olivia, I. Ballesteros and M. Ballesteros, 2003. Changes in various physical/chemical parameters of Pinus pinaster wood after steam explosion pretreatment. Biomass Bioenergy, 25: 301-308.
CrossRefDirect Link - Prasertsan, S. and P. Prasertsan, 1996. Biomass residues from palm oil mills in Thailand: An overview on quality and potential usage. Biomass Bioenergy, 11: 387-395.
CrossRefDirect Link - Rahman, S.H.A., J.P. Choudhury and A.L. Ahmad, 2006. Production of xylose from oil palm empty fruit bunch fiber using sulfuric acid. Biochem. Eng. J., 30: 97-103.
CrossRef - Toussaint, B., G. Excoffer and M.R. Vignon, 1991. Effect of steam explosion treatment on the physico-chemical characteristics and enzymic hydrolysis of poplar cell wall components. Anim. Feed Sci. Technol., 32: 235-242.
CrossRefDirect Link - Umikalsom, M.S., A.B. Ariff, H.S. Zulkifli, C.C. Tong, M.A. Hassan and M.I.A. Karim, 1997. The treatment of oil palm empty fruit bunch fibre for subsequent use as substrate for cellulase production by Chaetomium globosum Kunze. Bioresour. Technol., 62: 1-9.
CrossRef - Yusoff, S., 2006. Renewable energy from palm oil-innovation on effective utilization of waste. J. Cleaner Prod., 14: 87-93.
CrossRefDirect Link - Zhong, X., W. Qunhui, H.J. Zhao, Y. Xue-xin and J. Yongzhen, 2007. Enzymatic hydrolysis of pretreated soybean straw. Biomass Bioenergy, 31: 162-167.
CrossRefDirect Link - Silverstein, R.A., Y. Chen, R.R. Sharma-Shivappa, M.D. Boyette and J. Osborne, 2007. A comparison of chemical pretreatment methods for improving saccharification of cotton stalks. Bioresour. Technol., 98: 3000-3011.
CrossRefDirect Link