
Saputera
Department of Agronomy, Faculty of Agriculture, Palangka Raya University, Central Kalimantan, Indonesia
LiveDNA: 62.15813
Muliansyah
Department of Agronomy, Faculty of Agriculture, Palangka Raya University, Central Kalimantan, Indonesia
Titin Apung Atikah
Department of Agronomy, Faculty of Agriculture, Palangka Raya University, Central Kalimantan, Indonesia
LiveDNA: 62.25454
Asian Journal of Applied Sciences
Year: 2014 | Volume: 7 | Issue: 3 | Page No.: 140-149







ABSTRACT
The depletion of petroleum-fossil based fuel reserves results in an increase in fuel prices. One of the alternatives offered is through the use of biodiesel from C. tiglium oil seed feedstock. Therefore, the objective of this study was to determine the optimum process conditions producing the highest extract yield and quality biodiesel C. tiglium seed. The experimental design and the analysis of optimization results use the Central Composite Design and Response Surface Method. The extraction process of C. tiglium seeds using hexane solvent showed that the best maceration time is between 6.22 days, while the ratio of material/solvent 1: 5.18 g mL-1. Therefore, the result of extract yield is 30%. The oil product quality of C. tiglium seed is good for biodiesel raw materials based on the value of density, kinematic viscosity, total glycerin, iodine and saponification.
PDF Abstract XML References Citation
Received: June 11, 2013;
Accepted: January 24, 2014;
Published: March 28, 2014
How to cite this article
Saputera, Muliansyah and Titin Apung Atikah, 2014. Extraction and Transesterification of Croton tiglium Oil Seeds From
Central Kalimantan, Indonesia as an Alternative Biodiesel Raw Materials. Asian Journal of Applied Sciences, 7: 140-149.
DOI: 10.3923/ajaps.2014.140.149
URL: https://scialert.net/abstract/?doi=ajaps.2014.140.149
DOI: 10.3923/ajaps.2014.140.149
URL: https://scialert.net/abstract/?doi=ajaps.2014.140.149
INTRODUCTION
The depletion of petroleum reserves of fossil-based fuels resulted in an increase in fuel prices. It is needed to find sources of alternative fuels that are renewable (renewable energy) (Hambali et al., 2006). Currently, the government has encouraged the use of alternative energy and one of them is the biofuels alternative energy. In order to support the government's program for the use of biofuels as an alternative fuel material, another alternative is needed, that is by using vegetable oils derived from plants. One of the plants producing the raw material for biodiesel that has been widely used so far is jatropha. The view of the constraints of the problems associated with the productivity of its crops has become a central issue that is currently being heavily discussed, in addition to the low oil yield and the unavailability of various varieties that are specific to a particular ecosystem. Thus it is needed to look for other alternative of specific plant areas which is the kamandrah plants (C. tiglium L.).
To obtain the oil from the seeds of the plant, an extraction is needed (Saputera et al., 2006, 2008). The extraction is a process of the separation of soluble components from the mixture of insoluble components by using a suitable solvent. The moving process of dissolved components from the material into the solvent can be explained by the diffusion theory (Aguilera and Stanley, 1999). The diffusion process is a spontaneous movement of a material which can not be returned (irreversible) from the phase that has a higher concentration to a phase with a lower concentration (Palmeira et al., 2004; Danesi, 1992). According to McCabe et al. (1974), this process will continue as long as the solid material components to be separated spread between the two phases and the process ends when the two phases are in equilibrium. The equilibrium occurs when all of the solute is dissolved in the liquid and the concentration of the solution formed a uniform.
Maceration is one of the most frequently used extraction methods when compared other extraction methods. The factors affecting the extraction result use the maceration method which is the ratio of the substance/solvent and the maceration time. According to Meloan (1999) the maceration method is usually used for extracting plant tissue contents with unknown compounds that are likely not resistant to the heat so that the component failure can be avoided, in addition to this method is simple in nature. Based on consideration of the quantity, the extract yield results obtained from a range of factors can be determined using the Response Surface Methodology (RSM) method. The Response Surface Methodology (RSM) is a collection of mathematical and statistical techniques that is used to build a model and to analyze problems in a response that is influenced by several variables that aim to optimize the response. The model testing on the optimization techniques in determining the accuracy of the model is based on a model deviation test (lack of fit), coefficient of determination (R2), a significant test of the model and the assumption of residual test (Box et al., 1978; Gaspersz, 1995). Furthermore, to obtain biodiesel from C. tiglium oil can be done through two stages of process which are (1) The esterification process and (2) The transesterification process.
The purposes of the study are: (1) To determine the optimum condition of producing process of Kamandrah seed oil extract, (2) To determine the quality of biodiesel from the exctract of Kamandrah (C. tiglium) seed oil.
MATERIALS AND METHODS
This study was conducted at the Faculty of Agriculture, Palangka Raya University, Central Kalimantan, Indonesia, in 2009.
Materials: C. tiglium seeds are obtained from Ampah, Central Village sub district, East Barito regency, Central Kalimantan Province, under a consideration of the area is a Croton tiglium plant producing area. The C. tiglium seeds used are the seeds harvested at physiological ripe conditions.
Determination of influential factors: The research uses the factorial Completely Randomized Design (CRD) with three factors repeated 2 times. Each of these factors consists of several levels. Factor I consists of a Hexane solvent type (A1), Ethanol (A2). Factor II consisted of 4 days soaking time (B1), 6 days (B2) and 8 days (B3). Factor III consists of a comparison of Material/Solvent 1/3 (C1), 1/5 (C2) and 1/7 (C3). The experimental design uses a mathematical model (Yitnosumarto, 1991) as follows:
Yijk = μ+C1+Aj+CAijk+Bk(j)+CB ik(j)+ε(ijkl)
Where:
| Yijk | = | Measured variables |
| μ | = | General average |
| C1 | = | Influence factor C (soaking time) to-I, (I=1, 2) |
| Aj | = | Influence factor A (solvent type) to-j, (j = 1, 2) |
| CAijk | = | Influence of factor C interaction at level to-I and factor A at level to-j |
| Bk(j) | = | Influence factor B (solvent concentration) at level to -k in factor A at level to-j (k = 1, 2, 3, 4) |
| CB ik(j) | = | Influence of factor C interaction at level to-I and factor B at level t -k in factor A at level j-th |
| ε(ijkl) | = | Experimental error |
Optimization of extraction process using hexane solvent: The experimental design and the analysis of optimization results use the Central Composite Design and Response Surface Method (Wu et al., 1999). There are two affecting variables tested in this study, they are (1) Maceration time (X1) and (2) The ratio of material/solvent (X2). At the selection stage of the influencing factors, some experiments were done with 2 factors of factorial point design and the center point with 2 replications.
The experimental design to estimate a linear model consists of 4 units of factorial experiment and 4 units of center point experiment (center points). The quadratic model formation followed by the star point design experiment (star point) can be rotated (α) by ± 2k/4 where k is the number of factors. The optimum conditions equations model of the soaked hexane extract response to the maceration time and the ratio of material/solvents are as follows:
Y = β0+β1X1+β2X2+β11X12+β22X22+β12X1X2+ε
Where:
| Y | = | Response variable |
| X1 | = | Independent variable maceration time |
| X2 | = | Independent variable ratio of material/solvent |
| ε | = | Error components |
The processing and the biodiesel analysis from C. tiglium seeds oil: The processing of C. tiglium seed oil to become biodiesel feedstock is done in two stages; (1) The esterification process and (2) The transesterification (Muyassaroh and Hudha, 2012). The Chemical analysis of the biodiesel oil from C. tiglium seeds is done in the Laboratory of Chemistry at Institute of Technology Bandung (ITB) with the consideration that materials and equipment contained in the laboratory are sufficient to support the testing. The biodiesel Varameter tested includes: The acid number (mg KOH g-1), the saponification number (mg KOH g-1), the iodine number (g I2 100 g-1) on the outcome of the esterification process as well as the density at 40°C (kg m-2), kinetic viscosity at 40°C (mm2 sec-1), the total glycerin (%-mass), the Iodine No. (%-mass) and the saponification number (mg KOH g-1) on the outcome of the tran-esterification process. The data obtained are then compared to the recommended Indonesia Nasional Standar Biodiesel.
RESULTS
Determination of influential factors in the extraction processes: The results of variance analysis showed that the maceration time and the ratio of material/solvent significantly affect the results of hexane extracts. The extract yield tends to increase with the length of maceration time not only at the ratio of ingredients/solvent 1:3 and 1:5 but also at the ratio of material/solvent 1:7 g mL-1. The Extract yield results obtained (Fig. 1).
 | |
| Fig. 1: | Effect of maceration time and ratio of material/solvent against the hexane extract yield |
From Duncan test, the influence of maceration time and the ratio of material/solvent showed an increase in the yield extracts of the ratio of material/solvent 1: 3 and 1: 5, but not significantly different from the increase in the ratio of material/solvent 1: 7 in the hexane extract. A slow increase occurs on the ratio of material/solvent 1: 5 and 1: 7.
The highest conditions of acquisition hexane extract yield in this study were obtained at the maceration time of 8 days with a ratio of material/solvent 1:7 g mL-1 producing the hexane extract yield of 1.50 g. Thus it is necessary to optimize the extraction process furthermore of the maceration time ranging from 4 to 8 days, white the ratio of material/solvent in the range of 1:3 - 1: 7 g mL-1. The optimization of the extraction process to obtain the hexane extract: The formation of a linear model is using the first order matrix of the effect optimization of maceration time and ratio material/solvent to extract hexane. The experiment results using a factorial design and central point indicates that the response of the hexane extract results produced towards the maceration time and the ratio of material/solvent ranging from 0.85-1.50 g mL-1. The analysis results of variance showed that the maceration time significantly affects the results of the hexane extract, the ratio of material/solvent also significantly affects the result gained from the hexane extract. The results of the first order model, shows that the acquisition hexane extract model is not a linear equations but tends to be quadratic, because the quadratic effect is more significant when compared to other linear effects as shown that F is at 158.76. While the first order model of the code variable to optimize the hexane extract results response toward the maceration time and the ratio of material/solvent is as follows:
Y = 1.457500+0.09500 X1+0.070000X2-0.387500X12-0.055000X22
Where:
| Y | = | Hexane extract acquisition results |
| X1 | = | Maceration time |
| X2 | = | Ratio of material/solvent |
The test results of the model deviation shows that the model is highly significant with an opportunities value of 0.00012. This means that the linear model made deviated from the real situation. Although the R2 value for the first order equation is relatively high, that is R2 = 0.98, but the lack of fit test results (the models discrepancy) are real (α<0:05). Thus indicating that the extraction obtained from the first order model is inappropriate to be used to predict the response of the acquisition hexane extract, because it does not meet the qualification of a proper model. It is necessary to conduct further statistical analysis to estimate the second order of the quadratic model. Thus the factorial design and the central point of the first order are needed to be added four observation points (central composite design) to get the exact location of the optimum point in the subsequent statistical analysis to estimate the second order of the quadratic model. The formation of the quadratic model, the influence of the maceration time and the ratio of materials/hexane solvent towards the hexane extract is using the data of the factorial design, the center point and the star points. The results of variance analysis shows that the maceration time and the ratio of material/solvent have a very significant effect on the result acquisition of the hexane extract.
The significance test results on the quadratic model parameters of the hexane extract acquisition shows that all of the coefficient parameters have chances less than 0.05 (α<0.05). This shows that all quadratic parameters have a significant effect on the model, with a real value of 98% of X1 and a significant X2 with a real value of 97%, while the real value of 99% X12 and the interaction between X1X2 is not real with the real value of 92%. The quadratic model equations of the maceration time and the ratio of material/solvent effect is as follow:
Y = 1.457515+0.075791X1+0.061522X2-0.148155X12-0.055000X1X2-0.190668X22
Where:
| Y | = | Acquisition results of hexane extract |
| X1 | = | The Maceration time |
| X2 | = | The ratio of material/solvent |
The test results of the model validity shows that the quadratic model of hexane extract results has a determinant coefficient (R2) which is relatively high as of 93%. This shows that 93% of the variability in the optimization parameter can be explained by the model. The test results of model aberration (lack of fit) for the second order models are not real (α = 0.14) which means that the model is acceptable. Based on this suitability, the second order model is considered better suited to estimate the effect of the maceration time and the ratio of material/hexane on the hexane extract results. The residual assumption test results show that the residual image is randomly spreading around the zero. The normality assumption examination also shows that the residual image is getting close to the straight line, so it can be concluded that the remain has been normally distributed and met the identical assumptions (Fig. 2).
It can be concluded that the quadratic equation of hexane extract acquisition (1) Has passed the model validity test (validation), (2) Can be used to estimate the optimum acquisition of hexane extract on the maceration process and (3) Can explain the relationship between the maceration time variables and the ratio materials/solvent with the hexane extract results. The determination of the response optimum conditions of the hexane extract results towards the maceration time and the ratio of materials/solvent is using the equation models that have passed the model validity test. Based on the centered shape line image, it can be seen that the optimum point is achieved. The surface analysis and the response surface contour of the hexane extract results of the maceration time and the ratio of material/solvents (Fig. 3 and 4).
The canonical analysis results used to determine the optimum point is the determination of the stationary point occured at the maceration time and the ratio of material/solvent.
 | |
| Fig. 2: | Normality response residual plot of the hexane extract test results against the ratio of maceration time and materials/solvent |
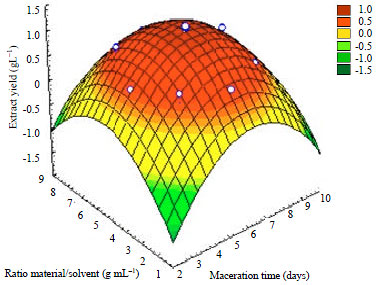 | |
| Fig. 3: | Response surface of hexane extracts against the maceration time and ratio materials/solvent |
The optimum point canonical analysis results obtained on the value variable code of the maceration time (x1) is 0:25 or the actual maceration time value of 6:49 days and the code value of ratio of material/solvent (x2) is 0.132987 or the actual of the material/solvent value ratio of 1: 5:15 g mL.
From the results of laboratory experiments, the 6:49 days maceration time and the ratio of material/solvent of 1: 5:15 g mL-1 producing hexane extracts obtained at 1:51 g, the results of the experiment is higher than the predicted response value at the stationary point obtained that is Y = 1.47 g mL-1. Thus the optimum process conditions that produce the highest hexane extracts occurred at 6.49 days maceration time with the ratio of material/solvent of 1: 5.15 g mL-1 and the extract obtained of 1.51 g (30%).
Test results of C. tiglium seed oil as a biodiesel feedstock: The test results at ITB Chemistry Laboratory shows that the biodiesel derived from C. tiglium oil seed is very potential to be used as biodiesel feedstock (Table 1).
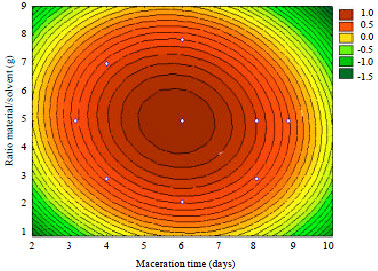 | |
| Fig. 4: | Contour plots of the opitimization response of the hexane extract results towards the maceration time and ratio material/solvent |
| Table 1: | Quality test results of biodiesel from Croton tiglium oil |
 | |
DISCUSSION
The longer maceration time and the higher ratio of material/solvent may lead to more and more results of hexane extracts obtained, as occurred during the extraction, the mass transfered from solid to liquid due to the diffusion process (Palmeira et al., 2004; Sousa et al., 2005).
According to Bombardelli (1991), the solubility of the material in a solvent increases along with the addition of solvents. The extract yield will also continue to increase until the solution becomes saturated. When the solution is saturated there are not any component movements from solution to the materials due to the concentration equation between the two phases. Once the solution saturation point is reached, there will be no increase in yield with the addition of solvent. According to Harborne (1987), the acquisition number of extracts yield of a material to be extracted is influenced by the type of solvent, the soaking time and the ratio of material with solvent.
A slow increase occours on the ratio of material/solvent 1:5 and 1:7, thought to be caused by kamandrah seed powder extracted which will continue as long as the solid material components to be separated spreading between the two phases and will end when the two phases are in equilibrium (List and Schmidt, 1989).
From the research of Sholeh et al. (2011) the oil extract yield of C. tiglium slag seed crude oil are macerated for 5 days producing the extract of 20.81%. While the investigations results of Okokon et al. (2004) in 100 g of Croton leaves powder which is macerated with polar solvent (1:3) for 3 days, there is 3.81% of yield.
The optimization of the extraction process aims to find an optimum variable effect of maceration time and the ratio of materials/solvents that can maximize the results of the extract. The searching of optimum variables is performed by using the methods of Respone Surface Methods (RSM) with 22 factorial experimental design. The first matrix order of optimization is taken from the preliminary experiments which stated that the maceration time and the ratio of material/solvents considered able to optimize the results of the extract by using the solvent hexane (Wahyudi and Alimin, 1999). According to Box et al. (1978) the terms of a good model has models deviance test results that are not real (α>0:05). The obtained extract results is higher when compared with the study results of Ahmed et al. (2006), the maceration of withania somnifera seeds material and solvent ratio of 1:2 produced an extract of 12.75% and Saputera (2008) on C. tiglium seeds taken from different places produced 29% lower extract yield than the results obtained. This is presumably due to the difference of soil types and growing places condition which produce seed with a different extracts yield.
The density is defined as the ratio of the mass of a substance at a given temperature with the mass and volume of water at the same temperature. This parameter is important to determine the presence of a foreign substance in a liquid as well as other changes affecting its quality. The density of oil is determined by the components present in the oil. The more content of components in the oil the bigger specific gravity will be. The results showed that the density of the biodiesel oil obtained at 40°C is 879 kg m-3 (limit value of 850-890 kg m-3).
The results of the study show that the kinematic viscosity is at 40°C with a value of 4.562 mm2 sec-1 (the limit value of 2.3 to 6.0 mm2 sec-1). According to Bailey (1950) the viscosity value is closely related to the utilities of the oil. Total glycerin of 0.099%-mass (maximum value limit of 0.24). Iodine number is one of indicators of the biodiesel quality. A high value of Iodine numbers indicates that the biodiesel oil has a good quality, with a low level of damage. It is shown from the results of the research that Iodium nurmbers reaching 108.77% -mass which is at the maximum value limit of 115%-mass. Based on the Iodine number, biodiesel oil produced from the tran-esterification can be used as raw material for biodiesel.
The results of tran-esterification process is showing the saponification No. of 188.5 mg KOH g-1. Based on the results of saponification numbers, C. tiglium seed oil can be used as raw material for biodiesel. The decline of saponification number caused by to the bonds destruction in fatty acid or glycerin. The bond disruption can be caused by the heat the oil received at the time of separation with solvent. Another cause is the process of oxidation and polymerization which produces compounds that have a high molecular weight and impurities entrained the oil. With the increasing molecular weight, the saponification number becomes low. Based on all the testing values of biodisesel parameter generated from C. tiglium seed oil, it meets the standards as biodiesel feedstock.
CONCLUSION
The result of the study shows that: (1) The optimum conditions of extraction process occurred at 6.22 days maceration time and the ratio of material/solvent 1: 5.18 g mL-1 with the extract yield obtained by 30%. (2) The quality of biodiesel from the extraction C. tiglium seed oil is good and it meets conditions of the Indonesia National Standar Biodiesel and it is therefore recommended as one alternative biodiesel raw materials.
ACKNOWLEDGMENTS
Expression of gratitude to the DP2M Director General of Higher Education for funding this research through the National Strategic Research Grants in 2009 and to the Chemical Laboratory of Bandung Institute of Technology in testing the Biodiesel.
REFERENCES
- Okokon, J.E., K.C. Iyadi and C.O. Effiong, 2004. Effect of sub chronic administration of ethanolic leaf extract of Croton zambesicus on hematological parameters of rats. Niger. J. Physiol. Sci., 19: 10-13.
CrossRefDirect Link - Saputera, D. Mangunwidjaja, S. Raharja, L.B.S. Kardono and D. Iswantini, 2006. Gas chromatography and gas chromatography-mass spectrometry analysis of Indonesian Croton tiglium seeds. J. Applied Sci., 6: 1576-1580.
CrossRefDirect Link - Saputera, D. Mangunwidjaja, S. Raharja, L.B.S. Kardono and D. Iswantini, 2008. Characteristics, efficacy and safety testing of standardized extract of Croton tiglium seed from indonesia as laxative material. Pak. J. Biol. Sci., 11: 618-622.
CrossRefPubMedDirect Link - Palmeira Jr., S.F., F.S. Moura, V.L. Alves, F.M. de Oliveira, E.S. Bento, L.M. Conserva and E.H.A. Andrade, 2004. Neutral components from hexane extracts of Croton sellowii. Flavour Fragrance J., 19: 69-71.
CrossRef - Wu, W.H., T.A. Foglia, W.N. Marmer and J.G. Phillips, 1999. Optimizing production of ethyl esters of grease using 95% ethanol by response surface methodology. J. Am Oil Chem. Soc., 76: 517-521.
CrossRef