
Samson Mekbib Atnaw
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Shaharin Anwar Sulaiman
Department of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Suzana Yusup
Department of Chemical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
Trends in Applied Sciences Research
Year: 2011 | Volume: 6 | Issue: 9 | Page No.: 1006-1018







ABSTRACT
Renewable energy is becoming a focus of interest due to increased fossil fuel prices, their possible depletion in the near future, as well as increasing environmental concerns. Malaysia has a tremendous source of renewable energy in the form of oil-palm waste. Preliminary characterization studies on oil-palm fronds biomass showed that, it has a higher potential as a gasification feedstock. However, no previous study has been recorded on gasification of oil-palm wastes. In order to investigate the performance and gasification characteristics of this feedstock, a downdraft gasifier of capacity 50 kW, designed and manufactured for the purpose of this study, is used. In addition, study of pyrolysis characteristics is carried out using fixed bed activation reactor. As the reactor temperature is the key factor in the performance of a gasifier unit, the experimental study in the current research focused on investigating the temperature profile along the gasifier bed, as well as the dynamic temperature profile with reaction time. The experimental results showed that, temperature profiles in close agreement with literature are obtained for the various zones of gasification of oil-palm fronds. Peak oxidation zone temperature of 940°C and pyrolysis zone temperature in the range of 400°C is obtained which are favorable conditions for gasification. Furthermore, the pyrolysis study showed that oil-palm fronds give better yield of pyrolysis products compared to rice husk. And the optimum pyrolysis temperature, for cubical shaped oil-palm fronds feedstock of size 25 mm, is determined to be 500°C.
PDF Abstract XML References Citation
Received: February 27, 2011;
Accepted: April 14, 2011;
Published: May 30, 2011
How to cite this article
Samson Mekbib Atnaw, Shaharin Anwar Sulaiman and Suzana Yusup, 2011. Downdraft Gasification of Oil-palm Fronds. Trends in Applied Sciences Research, 6: 1006-1018.
URL: https://scialert.net/abstract/?doi=tasr.2011.1006.1018
URL: https://scialert.net/abstract/?doi=tasr.2011.1006.1018
INTRODUCTION
Increased fossil fuel prices and their possible depletion in the near future, as well as the deterioration of our environment due to increased use of the same, are major global concerns of our time. Moreover increased crude oil prices have caused a burden on developing nations with fuel subsidy for maintaining selling prices at affordable level (UNDP, 2007). As a result, energy potential of renewable fuels and the technology to harness them are currently becoming crucial for energy security. One of such renewable energy source is biomass wastes. The thermochemical decomposition of solid fuel to produce fuel gas is known to be practiced for more than 200 years. It started with gasification of coal and peat in 1800’s to produce town gas used for cooking and lighting. The interest in using and developing biomass gasifiers increased during the Second World War due to fuel shortage but latter gasification seemed to be a forgotten science in the decades that follow.
| Table 1: | Amount of oil-palm biomass produced in Malaysia as of 2009 in million ton per year (MnT/year) |
 | |
Lately the 1974 oil Embargo once again created a renewed interest in gasification research (Hassan et al., 2010). And more recently studies other than wood and charcoal for small scale power generation emerge. Currently the ever increasing environmental concern due to the higher use of fossil fuels and higher prices of conventional forms of energy is playing a major role in creating a global drive towards renewable and less harmful energy technologies. As the use of renewable and sustainable energy forms becomes evident, the existing huge resources of biomass and biogas will begin to play a vital part in the production and harnessing of energy (Mohammeda et al., 2005).
A tremendous amount of source of sustainable and renewable raw material exists in Malaysia in the form of biomass waste. Considering the overall renewable energy resources potential, oil-palm biomass waste is reported to have the second largest energy potential in the country, next to forest residue as reported in the work of Jaafar et al. (2003). Therefore, oil-palm biomass has the potential for bringing renewable energy into main stream energy supply in Malaysia (Mohammeda et al., 2005).
Currently Malaysia accounts for almost 50% of world palm oil production (Sarmidi et al., 2001). When considering the potential biofuels feedstock generated from the palm oil industry, only 10% of the total plantation is converted to the final product (namely palm oil and kernel oil) while the remaining 90% will be turned to biomass waste (Basiron, 2007). Biomass waste from oil palm mills and plantations include Empty Fruit Bunches (EFB), Kernel shells, Palm Oil Mill Effluent (POME), Trunks and Oil Palm Fronds (OPF). The amount of each type of biomass produce from the oil-palm industry as of 2009, reported by Mohammeda et al. (2005) is summarized in Table 1.
Only part of the EFB’s in the oil palm mills are used as boiler fuel. Even in the use of EFB’s as boiler fuel, the energy systems of the plantations are designed to be cheap rather than efficient as the availability of the biomass waste is abundant. Most of the biomass combustion systems utilize low efficiency and low pressure boilers where the overall cogeneration efficiency is way below 40% (UNDP, 2007). The main barrier in harnessing the huge potential of renewable energy in the industry stems from the view of the investors that the production and sale of electricity is marginal to the core business of the oil palm mills and the lack of previous study on the feedstock. While the EFB’s are partly used as boiler fuels for steam generation, the other wastes from the estates like OPF are usually left inside the plantation, for erosion control and soil nutrition. It is estimated that 2.7 million tones of felled fronds is available in a single year. The present study focuses on OPF, as they are easier to collect, store and to prepare (drying and cutting to proper size) as gasification feedstock. Moreover, OPF are frequently available all year round when the palms are pruned to collect fresh fruit brunches and also during replanting.
CHARACTERIZATION OF OIL PALM FRONDS (OPF)
Studies done on preliminary characterization of the oil palm waste indicate, the form of biomass has a high potential to be used as gasification feedstock. The physical and chemical properties were studied by Ultimate Analysis, Calorific Test and Proximate Analysis (Atnaw et al., 2011; Sulaiman et al., 2010). The results of the proximate and ultimate analysis are given in Table 2. And a comparison of physical and chemical properties of OPF with other biomass show that OPF has a higher quality in terms of lower ash content and higher calorific value compared to other biomass resources as shown in Fig. 1 and 2.
In general cellulose, hemicelluloses, lignin and ash are the major components of biomass materials. Usually biomass material contains 40-60% cellulose, 20-40% hemicelluloses and 10-25% lignine on dry basis (Yang et al., 2006). Chemical composition in weight percent of the different oil-palm biomass types, reported in the study of Mohammeda et al. (2005) and Kelly-Young et al. (2007) is summarized in Table 3.
| Table 2: | Physical and chemical properties of OPF |
 | |
| *All values of proximate and ultimate analysis are on dry basis | |
 | |
| Fig. 1: | Comparison of ash content of OPF with other biomass resources |
 | |
| Fig. 2: | Comparison of energy content of OPF with other biomass resources |
| Table 3: | Chemical composition of oil palm biomass |
 | |
A study carried out by Hanaoka et al. (2005), on effect of woody biomass components on air-water gasification showed that the conversion in cellulose, hemicellulose and lignine are 97.9, 92.2 and 52.8% on carbon basis, respectively. Furthermore, the product gas composition in cellulose is reported to have higher carbon monoxide composition (35.5 mole %), compared to that of hemicellulose and lignine. Considering the higher carbon conversion efficency and resulting higher carbon monoxide production in syngas, cellulose is found to be the most favorable chemical component in biomass gasification, while lignin components show inferior quality in terms of thermochemical conversion. Therefore, as OPF has the highest cellulose composition of 49.8% and lower lignin and ash composition of 20.5 and 2.4%, respectively it is found to be more convinient as a gasification feedstock compared to the other palm oil wastes.
A number of independent studies had been carried out on the theoretical and experimental investigation of gasification of various types of coal and biomass feedstock: coal (Guo et al., 1997; Li et al., 2001; Zhu et al., 1999), woody biomass (Baker et al., 1984; Fredriksson, 1999; Guo, 2004; Hsi et al., 2008; Kumar et al., 2008; Mathieu and Dubuisson, 2002), furniture wood (Borisov et al., 1998; Chen et al., 2003; Zainal et al., 2002), pine saw dust and Pine bark (Lv et al., 2004; Nikoo and Mahinpey, 2008; Tinaut et al., 2008), rice husk (Bhat et al., 2001; Mitta et al., 2006), tire (Mitta et al., 2006), municipal Solid Waste (Dong et al., 2002), hazelnuts shell (Dogru et al., 2002; Midilli et al., 2001), peanut shell (Hanping et al., 2008), vine shoot (Ganana et al., 2006), coconut shell (Bhattacharya et al., 2001). Hsi et al. (2008) reported optimum syngas Higher Heating Value (HHV) of 5.68 MJ Nm-3, for air fuel ratio of 1.65 Nm3 kg-1 for downdraft gasification of red lauan and white lauan woody biomass with oxidation zone temperature in the range of 1000°C. Zainal et al. (2002) reported peak calorific value of 5.34 MJ Nm-3, for Equivalence Ratio (ER) of 0.388 with oxidation zone temperature varying between 800 and 1200°C during the operation while Borisov et al. (1998) reported average calorific value of 4.8 MJ Nm-3, with ER of 0.36 and cold gas efficiency 71 to 84% for gasification of same biomass in a downdraft gasifier of comparable size and power output. More recently, Dogru et al. (2002) and Midilli et al. (2001) studied downdraft gasification of hazelnut shell biomass expanding the search for potential energy sources in agricultural products, unlike previous studies that concentrate mainly on woody biomass. In the study of Dogru et al. (2002) Gross Calorific Value (GCV) of 5 MJ m-3 with 8-9 Nm3 h-1 of syngas is reported for oxidation zone temperature as high as 1200°C. The study of Midilli et al. (2001) demonstrated that optimum production of Hydrogen gas is achieved at AFR of 1.44 and 1.52 Nm3 kg-1, for higher temperature values as the water gas shift reaction becomes significant at temperature from 1000 to 1100°C. Also in the study of Inayat et al. (2010) hydrongen concentration is shown to increase from 78-97 g kg-1, with increase in reaction temperature from 800 to 1300 K.
Though there are few number of studies on bio-oil (bio-diesel) production from oil palm waste, specifically EFB’s (Abdullah and Bridgwater, 2006; Abdullah and Gerhauser, 2008; Amin et al., 2010; Kalam and Masjuki, 2002; Yang et al., 2004), no study has been recorded on thermochemical conversion of OPF or any other oil palm waste to produce fuel gas. The gasification process takes place in different stages of processes namely, drying, pyrolysis, oxidation and reduction reactions. The drying process is the thermal drying (moisture removal) of the feed which takes place at top most layer of fuel bed in fixed bed gasifiers. The pyrolysis process is part of the gasification process and is generally considered to be a precursor to gasification reaction, where the solid feed is heated at a temperature of 300 to 500°C in the absence of an oxidizing agent. During pyrolysis the solid feed will convert to solid char, condensable hydrocarbons (tar) and gases (like CO, CO2, H2, H2O, CH4, C2H2, etc.). The relative composition of gas, liquid and char is highly dependent on the pyrolysis zone temperature. Inside the oxidation zone the pyrolysis products react with the gasifying agent (air) to produce permanent gases (CO, CO2, H2 and light hydrocarbons). As the heat of oxidation determines the temperature values in the upper zones of the reactor, the oxidation zone temperature is a major factor that determines the temperature profile along the gasifier bed. The final stage of char gasification is a complex heterogeneous process which involves a combination of gas-solid and gas-gas reactions in which solid carbon is once again oxidized to produce CO and CO2 and hydrogen is generated through the water-gas shift reaction. The char gasification reaction is the slowest reaction in the process and hence limits the overall rate of gasification reaction (Bridgwater, 1995). The final gas composition and its resulting calorific value is mainly influenced by the feed composition and reaction temperature profile in all zones of the gasifier (drying, pyrolysis, oxidation and reduction). Therefore, the temperature profile in the gasification chamber is the most influential factor which is a complex phenomenon as it varies along the length of the bed and also with time in unsteady manner during the gasification process. As the reactor temperature in the various gasification zones play a major role in determining the level of char conversion and composition of syngas, the current study focus on the study of the temperature profile for downdraft gasification of OPF.
Experimental study of downdraft gasification of OPF is carried out using a downdraft gasifier designed for the purpose of this study. The focus of the study concentrated on the temperature profile along the gasifier bed and the dynamic distribution of the temperature with time for gasification of OPF. In addition, gasification of a widely used biomass, sugar cane biomass, is carried out to help in comparing the gasification behavior of the OPF with that of sugar cane biomass. In the future, detailed performance study will be carried out to study effect of various operating conditions on producer gas composition, cleanliness and calorific value. The operating conditions that need to be studied further include Air Fuel Ratio (AFR), Moisture Content (MC) and most importantly reactor temperature. In addition the gas yield per unit mass of feedstock (m3 kg-1), calorific value of producer gas and energy efficiency of the gasifier (cold gas efficiency and hot gas efficiency) need to be studied. Moreover, pyrolysis behavior of OPF feedstock in terms of temperature, residence time and particle size is carried out and reported in this study. The pyrolysis study is done using a Fixed Bed Activation Unit (FBAU), for thermal treatment of the samples.
THEORETICAL GASIFICATION TEMPERATURE
Design calculations of the gasifier are done considering general chemical formula of OPF (CH1.54O0.88-based on ultimate analysis results), to determine the theoretical gasification temperature and Air Fuel Ratio (AFR) of gasification. The chemical reaction for the ideal gasification of OPF with oxygen can be written as:
| (1) |
However, for the actual process additional amount of oxygen has to be supplied to provide the heat of combustion to produce the gasification product gas majorly composed of carbon monoxide (CO) and hydrogen (H2). Assuming that the excess oxygen to react with about a third of the carbon monoxide and hydrogen produced (Ahmad, 2004), the actual gasification reaction is expressed as follows:
| (2) |
The above general gasification reaction can be partly represented by the water gas shift reaction which is usually assumed to be at equilibrium (Ahmad, 2004; Jand et al., 2006; Zainal et al., 2002).
Water gas shift reaction:
| (3) |
The equilibrium constant of the shift reaction is calculated as:
| (4) |
Then the equilibrium temperature for gasification is read from table of equilibrium constants (Ahmad, 2004; Moran and Shapiro, 1988) which is found out to be 783°C. This indicates that the theoretical gasification temperature required is in the range of 783°C. But in most practical experiment work reported in literature, the oxidation zone temperature is higher than 900°C.
GRAVIMETRIC AIR FUEL RATIO (AFR)
In order to be able to determine the air fuel ratio on mass basis, the global gasification reaction is changed to mass basis by multiplying Eq. 4 with the molecular weight of the respective compound which takes the form:
| (5) |
From the mass balance of the global gasification reaction in Eq. 5, it can be seen that the mass of oxygen (O2) required for unit mass of biomass (OPF) is 0.394 kg. Considering, the mass fraction of oxygen in atmospheric air is 0.23, the mass of air required for gasification of a unit mass of feedstock is 1.71 kg (0.394/0.23). Therefore, the theoretical air to fuel ratio on mass basis for the gasification of OPF is determined to be 1.71 kg of air per kg fuel.
EXPERIMENTAL PROCEDURE AND EXPERIMENTAL SETUP
Experimental procedure: The experimental procedure consists of collecting and recording temperature readings along the gasifier bed using six type-N thermocouples. All these temperature readings are collected using USB based temperature data logger every minute and automatically stored in computer during the operation. The amount of OPF fed in to the gasifier is measured using a weigh scale, while the air inlet flow rate to the reactor is measured using a static pitot tube unit working connected to a U-tube manometer.
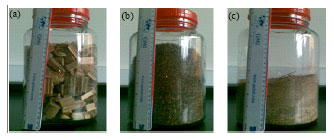 | |
| Fig. 3: | Three sample sizes of OPF used for pyrolysis experiment: (a) Lump size, (b) Granule size and (c) OPF sawdust |
The operation of OPF gasification is studied in terms of temperature profile and dynamic temperature profile of the gasification process using OPF and a commonly used sugar cane biomass. The feedstock is cut to size and dried under the sun for a period of two weeks. The size of the feedstock is prepared as a cube of dimension 1”, having a moisture content of 10-15%. The gasifier is filled with the biomass after starting fire using small amount of coal on the grate. Air is let into the gasifier using air blower and the inlet air flow rate during the gasification process is measured to be 464 L min-1. In addition to the gasification experiments, pyrolysis behavior study of OPF is done making use of Fixed Bed Activation Unit (FBAU). FBAU is basically a fixed bed reactor that creates an inert environment for the thermal treatment of the OPF sample by continuously supplying Nitrogen gas in to the reactor. The unit can operate up to a maximum temperature of 1000°C and in this experiment the pyrolysis study is carried out for three temperature values of 300, 450 and 700°C which are selected near the pyrolysis range of temperatures. The objective of the experiment is to determine the optimum pyrolysis temperature, optimum size of samples and to determine the optimum residence time for pyrolysis of OPF. In the experiment three different sizes of OPF samples namely lump size of average size 25 mm, granular size of average size 4 mm and OPF Sawdust of size less than 1 mm, shown in Fig. 3 are used.
Experimental setup: The experimental setup consists of air blower; batch feed gasifier unit, a number of thermocouples to measure temperature reading as well as inlet air flow measurement. Air blown downdraft gasifier of full loading capacity of 16 kg of OPF feedstock, is designed and manufactured for OPF gasification. The size of cylindrical reactor is 400 mm diameter and length of 1000 mm. A refractory cement insulation of thickness 25 mm is applied around the reactor to avoid excessive heat loss through gasifier walls. Pitot tubes are mounted on inlet and outlet pipe lines to measure flow rate air and produced gas, respectively.
RESULTS AND DISCUSSION
The temperature profile along the bed and the dynamic temperature profile for gasification of OPF is given in Fig. 4 and 5 and that of sugar cane biomass is given in Fig. 6 and 7. In Fig. 4 and 6, the peak temperature value at bed height of 300 mm from the bottom is the oxidation zone temperature and the reduction; pyrolysis and drying zone temperature are measured at 200, 500 and 800 mm height above the grate, respectively. Comparable oxidation zone temperatures of 940 and 1020°C are obtained for downdraft gasification of OPF and sugar cane biomasses, respectively. The top part of the gasifier bed above bed height of 600 mm from the grate, showed temperature values lower than 300°C, indicating that the feedstock in this region is undergoing drying.
 | |
| Fig. 4: | Temperature profile for downdraft gasification of OPF |
 | |
| Fig. 5: | Dynamic temperature profile with operating time for downdraft gasification of OPF |
 | |
| Fig. 6: | Temperature profile for downdraft gasification sugar cane biomass |
While the fuel near bed height of 500 mm began to thermally decompose and pyrolyzed as the temperature increase to 400°C. The temperature profile of the gasification process showed satisfactory results compared to Borisov et al. (1998), Dogru et al. (2002), Hanping et al. (2008) and Zainal et al. (2002). In addition a comparison of temperature profile of OPF, Sugar cane and OPF-Sugarcane mix (50% OPF and 50% Sugarcane) is carried out as shown in Fig. 8. This comparison showed that the gasification of OPF produced a temperature profile comparable to the temperature profile of a widely used sugar cane biomass type. Moreover, OPF-Sugarcane mix resulted in slightly higher zone temperature and a more stable flame as observed during the experiment which signifies the potential use in co-gasification of the two biomass materials which need to be studied further.
 | |
| Fig. 7: | Dynamic temperature profile with operating time for downdraft gasification of sugarcane biomass |
 | |
| Fig. 8: | Comparison of temperature profile of OPF, sugarcane biomass and OPF-sugarcane mix |
Considering the behavior of the oxidation zone temperature shown in Fig. 5, as the reaction progress it reached a peak value of 940°C at operation time of 40 min and then it slowly decline to a range of 800°C which could be because of the endothermic nature of the gasification process.
The dynamic temperature profile with operating time for the gasification of OPF is found to be in close agreement with the study of Borisov et al. (1998) for downdraft gasification of furniture wood. For both cases the oxidation zone temperature is found to vary between 800 and 1000°C for most of the run which is favorable for gasification. The pyrolysis zone temperature for gasification of OPF is found to be slightly lower compared to that reported by Borisov et al. (1998) and other literature. Therefore, in future experiments proper regulation of the inlet air flow rate and avoiding the problem of bridging need to be done to obtain improved reactor temperature profile and to avoid the unsteady variation of the dynamic temperature with time for gasification of OPF observed in Fig. 5.
Study of pyrolysis behavior of OPF: The moisture content of each sample type is determined using a halogen moisture content measuring machine and found to be 10-12%. The samples are placed in the reactor after it attains the set temperature and kept for a Residence Time (RT) of 30 min. The weight of each sample is measured before and after socking in the reactor and the change in mass is considered to be the yield of Volatile Organic Components (VOC’s) from the pyrolysis of the samples. The experiment results shown in Fig. 9 shows that the optimum pyrolysis temperature for lump size of 25 mm is about 500°C and the smaller sizes (OPF granule and OPF sawdust of size in the range of 4 and 1 mm, respectively) give better yield as expected.
 | |
| Fig. 9: | Pyrolysis yeild of VOC for different sample size of OPF for RT of 30 min |
 | |
| Fig. 10: | Comparison of pyrolysis yield from OPF and rice husk |
In addition the pyrolysis behavior of OPF is compared with that of rice husk as shown in Fig. 10. OPF is found to give a better yield of VOC at all temperatures compared to rice husk which is because of the higher fixed Ash content of rice husk (>18%) as compared to only 4% ash content of OPF (Yusof et al., 2008). In the future further pyrolysis study of OPF need to be done to study effect of residence time.
CONCLUSIONS AND RECOMMENDATIONS
Initial physical and chemical property test and study of chemical composition of OPF feedstock in terms of cellulose, hemicelluloses and lignin showed that OPF has a higher potential as gasification energy resource. Design calculations estimate the theoretical air fuel ratio for gasification of OPF to be 1.71 kg air per kg fuel and the theoretical minimum oxidation zone temperature is estimated to be 873°C. From the experimental investigation of temperature profile of downdraft gasification of OPF, it is shown that an acceptable temperature profile is obtained which is comparable with that of a commonly used biomass feedstock (sugar cane biomass). The slightly lower pyrolysis zone temperature compared to that reported in literature obtained in the experiment indicates the need for proper regulation of the inlet air flow rate and avoiding of problem of bridging to obtain improved reactor temperature profile. In the future, detailed experimental investigation of downdraft gasification of OPF need to be carried out to study effect of various operating conditions: AFR, moisture content, oxidation and reduction zone temperature and feedstock particle size on the composition, cleanliness and calorific value of producer gas. The study of pyrolysis characteristic of OPF also showed that smaller sized particles (less than 5 mm) give better yield of volatile organic components than larger sizes. And the optimum pyrolysis temperature for lump size of the feedstock in the range of one inch is found to be 500°C. In the future further pyrolysis study of OPF need to be done using the same unit by varying the residence time.
ACKNOWLEDGMENT
The authors would like to express their appreciation to University Technology PETRONAS (UTP) for their support.
REFERENCES
- Abdullah, N. and H. Gerhauser, 2008. Bio-oil derived from empty fruit bunches. Fuel, 87: 2606-2613.
CrossRef - Yusof, I.M., N.A. Farid, Z.A. Zainal and M. Azman, 2008. Characterization of rice husk for cyclone gasifier. J. Applied Sci., 8: 622-628.
CrossRefDirect Link - Baker, E.G., L.K. Mudge and D.H. Mitchell, 1984. Oxygen/steam gasification of wood in a fixed-bed gasifier. Ind. Eng. Chem. Process Design Dev., 23: 725-728.
CrossRef - Basiron, Y., 2007. Palm oil production through sustainable plantations. Eur. J. Lipid Sci. Technol., 109: 289-295.
CrossRefDirect Link - Bhat, A., J.V. Ram Bheemarasetti and T. Rajeswara Rao, 2001. Kinetics of rice husk char gasification. Energy Conversion Manage., 42: 2061-2069.
CrossRef - Bridgwater, A.V., 1995. The technical and economic feasibility of biomass gasification for power generation. Fuel, 74: 631-653.
CrossRef - Chen, G., J. Andries, Z. Luo and H. Spliethoff, 2003. Biomass pyrolysis/gasification for product gas production: The overall investigation of parametric effects. J. Energ Convers. Manage., 44: 1875-1884.
CrossRef - Dogru, M., C.R. Howrath, G. Akay, B. Keskinler and A.A. Malik, 2002. Gasification of hazelnut shells in a downdraft gasifier. Energy, 27: 415-427.
CrossRef - Dong, C., B. Jin, Z. Zhong and J. Lan, 2002. Tests on co-firing of municipal solid waste and coal in a circulating fluidized bed. Energy Conversion Manage., 43: 2189-2199.
CrossRef - Ganan, J., A. Al-Kassir Abdulla, E.M. Cuerda Correa and A. Macias-Garcia, 2006. Energetic exploitation of vine shoot by gasification processes A preliminary study. Fuel Process. Technol., 87: 891-897.
CrossRefDirect Link - Guo, B., Y. Shen, D. Li and F. Zhao, 1997. Modelling coal gasification with a hybrid neural network. Fuel, 76: 1159-1164.
CrossRef - Hanaoka, T., S. Inoue, S. Uno, T. Ogi and T. Minowa, 2005. Effect of woody biomass components on air-steam gasification. Biomass Bioenergy, 28: 69-76.
Direct Link - Hsi, C.L., T.Y. Wang, C.H. Tsai, C.Y. Chang, C.H. Liu, Y.C. Chang and J.T. Kuo, 2008. Characteristics of an air-blown fixed-bed downdraft biomass gasifier. Energy Fuels, 22: 4196-4205.
CrossRef - Jand, N., V. Brandani and P.U. Foscolo, 2006. Thermodynamic limits and actual product yields and compositions in biomass gasification processes. Ind. Eng. Chem. Res., 45: 834-843.
Direct Link - Kelly-Young, T.L., K.T. Lee, A.R. Mohamed and S. Bhatia, 2007. Potential of hydrogen from oil palm biomass as a source of renewable energy worldwide. Energy Policy, 35: 5692-5701.
CrossRef - Kumar, S.S., K. Pitchandi and E. Natarajan, 2008. Modeling and simulation of down draft wood gasifier. J. Applied Sci., 8: 271-279.
CrossRefDirect Link - Li, X., J.R. Grace, A.P. Watkinson, C.J. Lim and A. Ergudenler, 2001. Equilibrium modeling of gasification: A free energy minimization approach and its application to a circulating fluidized bed coal gasifier. Fuel, 80: 195-207.
CrossRef - Hanping, C., L. Bin, Y. Haiping, Y. Guolai and Z. Shihong, 2008. Experimental investigation of biomass gasification in a fluidized bed reactor. Energy Fuels, 22: 3493-3498.
CrossRef - Lv, P.M., Z.H. Xiong, J. Chang, C.Z. Wu, Y. Chen and J.X. Zhu, 2004. An experimental study on biomass air-steam gasification in a fluidized bed. Bioresour. Technol., 95: 95-101.
CrossRef - Mathieu, P. and R. Dubuisson, 2002. Performance analysis of a biomass gasifier. Energy Conversion Manage., 43: 1291-1299.
CrossRef - Midilli, A., M. Dogru, C.R. Howarth and T. Ayhan, 2001. Hydrogen production from hazelnut shell by applying air-blown downdraft gasification technique. Int. J. Hydrogen Energy, 26: 29-37.
CrossRef - Mitta, N.R., S. Ferrer-Nadal, A.M. Lazovic, J.F. Perales, E. Velo and L. Puigjaner, 2006. Modelling and simulation of a tyre gasification plant for synthesis gas production. Comput. Chem. Eng., 21: 1771-1776.
CrossRef - Mohammed, M.A.A., A. Salmiaton, W.A.K.G. Wan Azlina, M.S.M. Amran, A. Fakhrul-Razi and Y.H. Taufiq-Yap, 2005. Hydrogen rich gas from oil palm biomass as a potential source of renewable energy in Malaysia. Renewable Sustainable Energy Rev., 15: 1258-1270.
CrossRef - Nikoo, M.B. and N. Mahinpey, 2008. Simulation of biomass gasification in fluidized bed reactor using ASPEN PLUS. Biomass Bioenergy, 32: 1245-1254.
CrossRef - Tinaut, F.V., A. Melgar, J.F. Perez and A. Horrillo, 2008. Effect of biomass particle size and air superficial velocity on the gasification process in a downdraft fixed bed gasifier. An experimental and modelling study. Fuel Process. Technol., 89: 1076-1089.
CrossRef - Yang, H.P., R. Yan, H.P. Chen, D.H. Lee, D.T. Liang and C. Zheng, 2006. Pyrolysis of palm oil wastes for enhanced production of hydrogen rich gases. Fuel Proc. Technol., 87: 935-942.
CrossRef - Yang, H., R. Yan, T. Chin, D.T. Liang, H. Chen and C. Zheng, 2004. Thermogravimetric analysis-Fourier transform infrared analysis of palm oil waste pyrolysis. Energy Fuels, 18: 1814-1821.
CrossRefDirect Link - Zainal, Z.A., A. Rifau, G.A. Quadir and K.N. Seetharamu, 2002. Experimental investigation of a downdraft biomass gasifier. Biomass Bioenergy, 23: 283-289.
CrossRef - Zhu, Q., J.M. Jones, A. Williams and K.M. Thomas, 1999. The predictions of coal/char combustion rate using an artificial neural network approach. Fuel, 78: 1755-1762.
Direct Link - Amin, N.A.S., N. Ya?aini, M. Misson, R. Haron and M. Mohamed, 2010. Enyzmed pretreated empty palm fruit bunch for biofuel production. J. Applied Sci., 10: 1181-1186.
CrossRefDirect Link - Borisov, I.I., Geietuha, G.G. and A.A. Khalatov, 1998. Performance and characteristics of wood downdraft gasifier with vortex gas cleaning system. Proceeding of 10th European Conference and Technology Exhibition (Biomass for Energy and Industry), June 8-11, Wtirzburg, Germany, pp: 1-4.
Direct Link - Hassan, S., Z.A. Zainal and M.A. Miskam, 2010. A preliminary investigation of compressed producer gas from downdraft biomass gasifier. J. Applied Sci., 10: 406-412.
CrossRef - Inayat, A., M.M. Ahmad, M.I.A. Mutalib and S. Yusup, 2010. Effect of process parameters on hydrogen production and efficiency in biomass gasification using modelling approach. J. Applied Sci., 10: 3183-3190.
CrossRefDirect Link - Jaafar, M.Z., W.H. Kheng and N. Kamaruddin, 2003. Greener energy solutions for a sustainable future: issues and challenges for Malaysia. Energy Policy, 31: 1061-1072.
CrossRef - Kalam, M.A. and H.H. Masjuki, 2002. Biodiesel from palmoil-an analysis of its properties and potential. Biomass Bioenergy, 23: 471-479.
CrossRefDirect Link - Bhattcharya, S.C., S.S. Hla and H.L. Pham, 2001. A study on a multi-stage hybrid gasifier engine system. Biomass Bioenergy, 21: 445-460.
CrossRef