
W.N.R.W. Isahak
Department of Chemical and Process Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia, Malaysia
M. Ismail
Department of Chemical and Process Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia, Malaysia
M.A. Yarmo
School of Chemical Sciences and Food Technology, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, Malaysia
J.M. Jahim
Department of Chemical and Process Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia, Malaysia
J. Salimon
School of Chemical Sciences and Food Technology, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, Malaysia
Journal of Applied Sciences
Year: 2010 | Volume: 10 | Issue: 21 | Page No.: 2590-2595







ABSTRACT
Crude glycerol samples used in this study consisted of crude glycerol (CG1) produced from homogeneous catalyst (NaOH) obtained from Golden Hope biodiesel plant and crude glycerol (CG2) as a product of heterogeneous catalysed transesterification RBD palm oil using KOH/Al2O3 catalyst. KOH/Al2O3 catalyst was produced by wet impregnation method and characterized by using BET, XRD and SEM-EDX methods. 15% KOH/ Al2O3 has BET surface area of 26.1 m2 g-1 compared with 100.4 m2 g-1 for fresh Al2O3. The first purification stage of the crude glycerol was achieved by employing the neutralization method followed by microfiltration and ion exchange resins methods. Inorganic salts as a result of the neutralization with 85% v/v phosphoric acid were filtered using syringe filter 0.45 μm. Only glycerol peak could be detected using a Dionex C-18 column in the HPLC indicating that the neutralization step enabled the removal of excess homogeneous catalyst as well as the unreacted free fatty acids in the crude glycerol samples. The free ions from salt and catalyst were then eliminated through ion exchange process using Amberlite resins to produce higher glycerol purity. The samples were also analyzed using FTIR to check on their purity level and to detect any impurity that may still exist. The products of this 3-step purification method were deemed comparable to that of a commercial pure glycerol based on the viscosity, pH value, free fatty acid value, moisture content and density rendering them as competitive feedstock for the biolubricant production.
PDF Abstract XML References Citation
How to cite this article
W.N.R.W. Isahak, M. Ismail, M.A. Yarmo, J.M. Jahim and J. Salimon, 2010. Purification of Crude Glycerol from Transesterification RBD Palm Oil over Homogeneous and Heterogeneous Catalysts for the Biolubricant Preparation. Journal of Applied Sciences, 10: 2590-2595.
DOI: 10.3923/jas.2010.2590.2595
URL: https://scialert.net/abstract/?doi=jas.2010.2590.2595
DOI: 10.3923/jas.2010.2590.2595
URL: https://scialert.net/abstract/?doi=jas.2010.2590.2595
INTRODUCTION
Glycerol (C3H8O3) is an alcohol with three hydroxyl groups (-OH), which can be produced as a by-product of biodiesel production through transesterification of palm oil with alcohol (such as methanol). Methanol is an alcohol that is familiar to use in this process because it may provide a proper viscosity, boiling point and high cetane number of biodiesel (Fangrui and Milford, 1999). In addition, it is more economic because of the lower market price.
From transesterification reaction, the glycerol obtained was in crude form, which posed a disposal problem without further purification (Yong et al., 2001). The crude glycerol that was obtained as a by-product from transesterification contained only about 50% glycerol in a mixture of unreacted methanol, most of the homogeneous catalyst (NaOH) and soap. Therefore, a certain purification steps were necessary for the crude glycerol recovery prior to be used as a raw material in many industries and as a potential feedstock for the production of biolubricants. Presently the conventional refinement of crude glycerol is very expensive and complex causing it to be disqualified for high quality uses.
For the purification techniques of crude glycerol, it may comprise steps such as chemical treatments, crystallization, conventional filtration, microfiltration, ultrafiltration using organic polymer membranes, treatment with ion exchange resins, electrodialysis and vacuum distillation. Combination of two or more of these techniques would lead to producing high purity glycerol (Buenemann et al., 1991). Such treatments required a good understanding of the physical as well as the chemical properties of each of the materials involved, for example, methanol could be separated and recovered by means of vacuum distillation (Richard and Patricia, 2004).
In this research, purification of crude glycerol deemed integral in order to prepare the glycerol as the raw material at a biolubricant technical grade. Any excess catalyst, salts and water could be removed by microfiltration followed by removal of water by evaporation (Buenemann et al., 1991). To further purifying it, gel type acidic ion exchange resin beads would be used to eliminate fatty acid salts, inorganic salts and free ions impurities (Rezkallah, 2008).
MATERIALS AND METHODS
Glycerol: Crude glycerol based on homogeneous catalysts, CG1 was a product of Golden Hope biodiesel plant. Crude glycerol CG2 was produced from transesterification reaction over heterogeneous catalyst. Pure glycerol reference material (PG) was purchased from Merck, Germany, with a purity content of 99.2%, as determined by HPLC.
Transesterification: Methanol and RBD palm olein (Seri Murni Brand) were purchased from Sigma Aldrich and a local grocery shop, respectively. Characterization of palm oil properties was shown in Table 1. These two reactants were mixed at a molar ratio of 15:1 over a heterogeneous catalyst, 15% KOH/Al2O3 that was prepared using wet impregnation method (Noiroj et al., 2009). The catalyst was characterized by using BET, XRD and SEM-EDX methods. Potassium hydroxide (KOH) and γ-alumina (99.99%) were purchase from SYSTERM and Johnson Matthey Catalog Company, respectively. The 15% KOH/Al2O3 catalyst was chosen as the transesterification catalyst due to the high conversion and yield of biodiesel as compared to other percent (%) loading of KOH (Baabad and Ismail, 2008). Transesterification process was conducted in a batch reactor that consisted of a 3-neck flask, condenser and thermometer for 2 h reaction at a reaction temperature of 65°C with 1 wt. % of catalyst. Glycerol yielded from the transesterification was separated from biodiesel and filtered. Unreacted methanol was removed from crude glycerol using evaporation method. Biodiesel produced from this reaction was at an optimum conversion of 90.54%, while glycerol was 9.46%. The heterogeneous catalysts was regenerated by immersion in hexane solvent to remove any attached transesterification product before drying it over at 110°C for 3 h.
Crude glycerol purification
Methanol removal: For CG1 sample, excess methanol was already removed in the Golden Hope biodiesel plant.
| Table 1: | Properties of the RBD palm oil |
 | |
However, for CG2 sample, excess methanol from transesterification reaction was removed by evaporation method using rotary evaporation at 65°C for 30 min.
Neutralization: Five milliliter of crude glycerol samples as a product of each of homogeneous catalyst and heterogeneous catalyst transesterification were prepared in test tubes. Each of the sample was titrated with phosphoric acid 85% (v/v) monitored by pH meter until it reached pH 7 using Addison method (Addison, 2006). The amount of phosphoric acids necessary for crude glycerol neutralization was recorded. Inorganic salts (sodium phosphate from homogeneous reaction and other fatty acids salts) formed in the neutralization stage were then filtered using syringe 0.45 μm filter.
Ion exchange resins method: Ion exchange resins type Amberlite IRN-78 from SUPELCO and Amberlite 200°C from Sigma Aldrich were selected to be added into the neutralized crude glycerol samples for free ions removal. Ion exchange application was performed by column technique, where the resins were placed in a vertical column chromatography to form a bed. Silica beads were also packed inside the column to remove any excess moisture content in the sample. These two types of ion exchange resins would adsorb the free anions and cations in glycerol. The used ion exchange resins were then regenerated by washing them under a flow of diluted sodium hydroxide (NaOH) for Amberlite IRN-78 and diluted sodium chloride (NaCl) for Amberlite 200°C and filtered. All the purification steps of crude glycerol for homogeneous (CG1) and heterogeneous catalyst (CG2) were summarized in Fig. 1 and 2.
 | |
| Fig. 1: | Summary of purification method for crude glycerol sample based on homogeneous catalyst (CG1) |
 | |
| Fig. 2: | Summary of purification method for crude glycerol sample based on heterogeneous catalyst (CG2) |
RESULTS AND DISCUSSION
Morphology of the fresh Al2O3 and the 15% KOH/Al2O3 catalyst were characterized by using Scanning Electron Microscope (SEM) as shown in Fig. 4a and b. K2O was found to be uniformly distributed in the 15% KOH/ Al2O3 catalyst and this was also another indication that such catalyst would promote a strong reaction towards high transesterification conversion and yield.
From BET analysis, fresh Al2O3 has a surface area of 100.4 m2 g-1. The addition of 15% KOH on the activated Al2O3 has reduced its surface area to 26.1 m2 g-1. It was shown that the active K2O components have extensively taken up nearly 75% of the Al2O3 pores hence the smaller BET surface area. This could be a good indication of the catalyst activity.
From XRD patterns shown in Fig. 3, the fresh Al2O3 showed typical diffraction peaks at 2θ = 20°, 32°, 37°, 46° and 67°. When the loading amount of KOH was increased to 15 wt. %, the new phase of K2O can be observed at 2θ = 31°, 39°, 51°, 55° and 62°.
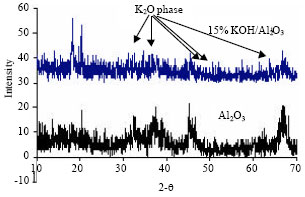 | |
| Fig. 3: | XRD diffractogram for fresh Al2O3 and 15% KOH/Al2O3 |
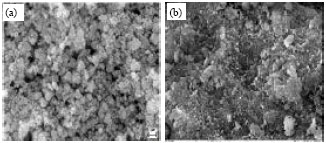 | |
| Fig. 4: | SEM micrograph for (a) fresh Al2O3 and (b) 15% KOH/Al2O3 at 5000X magnification |
Such findings concurred with what has been reported by Xie et al. (2006).
HPLC analysis: Samples of CG1, CG2 after purification and commercial Pure Glycerol (PG) were analyzed using High Performance Liquid Chromatography (HPLC) as shown in Fig. 5a-c. The HPLC conditions were as follows: Column Dionex C18, mobile phase (acetone and acetonitrile), flow rate (1 mL min-1), detector (ELSD) and run time (30 min).
Analysis using HPLC technique showed only one peak has been detected indicating that CG1 and CG2 samples were free from impurities such as excess catalyst, free fatty acids, methyl esters, triglyceride, diglyceride and monoglyceride after neutralization stage. Excess methanol in crude glycerol (CG2) sample was removed by evaporation method. Impurities in the neutralized glycerol samples only contained inorganic salts and free ions from salts and catalyst. These impurities have been removed once microfiltration and ion exchange resins methods were employed. As such, the chromatograms for the purified CG1 and CG2 showed a single glycerol peak each with very smooth base line that matched with the PG profile in Fig. 5.
 | |
| Fig. 5: | Analysis of HPLC for (a) CG1 after purification, (b) CG2 after purification and © PG. RT = Retention time |
 | |
| Fig. 6: | Analysis of FTIR for CG1 sample (1) Crude Sample before purification, (2) after neutralization and filtration, (3) after ion exchange resins method. PG sample labeled number 4 used as control sample |
FTIR analysis: The crude glycerols (CG1 and CG2) before and after purification were analyzed using FTIR to determine the functional groups and classes of glycerol compounds with their absorption frequencies in the infrared. There were five strecthes and bands detected in glycerol that included -OH stretch, -C-C-H bend, -C-H stretch, -C-O stretch and -CH2-OH band.
FTIR analyses of PG and CG1 before and after neutralization and filtration as well as after Step 3 were carried out and the results were depicted in Fig. 6. In CG1 sample, -COO¯ functional group was detected at frequency 1556.6 cm-1. This impurity was identified as fatty acids salt traces as a result of the reaction of the catalyst with free fatty acid. As the sample underwent step 1 and 2, such impurity could be minimized and subsequently fully removed once ion exchange resins method (i.e., Step 3) was employed.
FTIR analyses were also conducted for CG2 sample in the similar sequence as that of CG1 and the results were shown in Fig. 7. The fatty acids salt, which has been detected in CG2 sample in Step 1 and 2 at frequency 1557.2 cm-1 and at a very low absorbance percentage of 2%, was totally eliminated after Step 3.
| Table 2: | Volume and weight amount of phosphoric acid and ion exchange resins required in crude glycerol CG1 and CG2 purification process |
This was owing to the fact that the fatty acids salt traces from glycerol were adsorbed by the anion exchange resins. In addition, the free ions from the inorganic salts have also been removed and adsorbed by using the cation exchange resins.
The volume and weight of phosphoric acid and ion exchange resins needed in purification of CG1 and CG2 were shown in Table 2. CG2 only required 50% less amount of phosphoric acid and 60% less weight amount of ion exchange resins than CG1 to achieve the similar effect. This was another advantage of using 15% KOH/Al2O3 heterogeneous catalyst that resulted in no physical catalyst traces saved for free ions.
Once all the purification steps using neutralization, filtration and ion exchange chromatography methods have been conducted, a few characterization tests were carried out to determine the viscosity, pH value, free fatty acid value (Lubrizol Standard Test Procedure, 2006) and moisture content of CG1 and CG2 before and after purification to be compared with the commercial pure glycerol PG.
| Table 3: | Characterization of crude glycerol based on homogeneous catalyst (CG1) and heterogeneous catalyst (CG2) before and after purification and pure glycerol (PG) |
 | |
 | |
| Fig. 7: | Analysis of FTIR for CG2 sample (1) Crude Sample before purification, (2) after neutralization and filtration, (3) after ion exchange resins method. PG sample labeled number 4 used as control sample |
By referring to Table 3, it was found that CG1 has a relatively higher pH than CG2 but was comparable to that of PG. On the other hand, the pH value of CG2 was almost neutral as it was free of any trace of catalyst compared to CG1. This was also attributed to the fact that CG2 was produced from the transesterification reaction using 15% KOH/Al2O3 catalyst that could be easily separated by filtration after the reaction process.
It could also be deducted from Table 3 that CG2 has nearly achieved the technical grade as that of PG based on the physical properties. Nevertheless, the moisture content of each CG1 and CG2 was slightly higher by a relative percentage of 20-35% than the PG moisture content. It was postulated that the small moisture content could be further reduced by ultrafiltration or membrane nanofiltration and it would be dealt with in the near future.
CONCLUSIONS
Purified glycerol of a considerable grade can be produced from the crude glycerol by-product of a transesterification process by a combination of 3 purification steps namely (1) neutralization process, (2) microfiltration and (3) ion exchange resins chromatography methods. Crude glycerol (CG2) as a product of the transesterification palm oil with heterogeneous catalyst was free from catalyst and relatively easier to be separated than the crude glycerol (CG1) produced from transesterification over homogeneous catalyst. Consequently, the neutralization of CG2 required less than 50% of the amount of phosphoric acid to that of CG1 to reach pH 7. In addition, a lower weight amount of Amberlite ion exchange resins were needed to sufficiently adsorb and exchange free cations and anions from the salts formed during the neutralization of CG2 sample. HPLC and FTIR analyses were carried out to check on the purity level of the samples. Both types were free from any impurities as only glycerol peaks and bands were detected at the end of the purification process. A few physical property tests were also conducted to assess the quality of the purified CG1 and CG2 to be compared to that of a commercial Pure Glycerol (PG). It was found that the viscosity, pH value, free fatty acid value and moisture content of CG1 and CG2 were not that dissimilar to the PG properties. Nevertheless, CG2 has achieved the nearest physical properties values to PG making it the better product of the two crude glycerol samples studied in this research.
ACKNOWLEDGMENT
The authors wish to thank National University of Malaysia (UKM) for funding this project under research grant code UKM-GUP-BTK-08-14-306.
REFERENCES
- Baabad, M. and M. Ismail, 2008. Biodiesel production using potassium based heterogeneous catalyst on γ-alumina support. Proceedings on 15th Regional Symposium on Chemical Engineering (RSCE) in conjunction with the 22nd Symposium of Malaysian Chemical Engineers (SOMChe), May 17, Kuala Lumpur, pp: 911-916.
- Noiroj, K., P. Intarapong, A. Luengnaruemitchai and S. Jai-In, 2009. A comparative study of KOH/Al2O3 and KOH/NaY catalysts for biodiesel production via transesterification from palm oil. Renewable Energy, 34: 1145-1150.
CrossRefDirect Link - Xie, W., H. Peng and L. Chen, 2006. Transesterification of soybean oil catalyzed by potassium loaded on alumina as a solid-base catalyst. Applied Catal. A., 300: 67-74.
CrossRefDirect Link - Yong, K.C., T.L. Ooi, K. Dzulkefly, W.M.Z. Wan-Yunus and A.H. Hazimah, 2001. Refining of crude glycerol recovered from glycerol residue by simple vacuum distillation. J. Oil Palm Res., 13: 39-44.
Direct Link - Ma, F. and M.A. Hanna, 1999. Biodiesel production: A review. Bioresour. Technol., 70: 1-15.
CrossRefDirect Link