
A.N. Alkabbashi
Bioenvironmental Engineering Research Unit, Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O. BOX 10, Kuala Lumpur, 50728, Malaysia
Md Z. Alam
Bioenvironmental Engineering Research Unit, Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O. BOX 10, Kuala Lumpur, 50728, Malaysia
M.E.S. Mirghani
Bioenvironmental Engineering Research Unit, Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O. BOX 10, Kuala Lumpur, 50728, Malaysia
A.M.A. Al-Fusaiel
Bioenvironmental Engineering Research Unit, Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O. BOX 10, Kuala Lumpur, 50728, Malaysia
Journal of Applied Sciences
Year: 2009 | Volume: 9 | Issue: 17 | Page No.: 3166-3170







ABSTRACT
An overflow system for batch esterification of Crude Palm Oil (CPO) to obtain Palm Oil Biodiesel (POB) was developed using a batch reactor (shake flask). The alkali catalyst of potassium hydroxide had been used to carry the transestrication process with methanol; ultimately, 2 layers were form from the reaction-the lower layer of glycerol and the upper layer of methyl esters; the later layer is the targeted biodiesel. Optimization of the process was held for determining of the best possible yield of biodiesel at the end of the reaction which was 93.6%. This was carried by finding the optimal values of reaction time of 60 min, reaction temperature of 60°C, agitation speed of 250 rpm, molar ratio of methanol to oil of 10:1 (m/m) and dosage of the catalyst of 1.4 (%wt). Other experimental design and analytical tests were conducted including: density of POB at room temperature, 0.8498 kg L-1, surface tension at STP of 26.96 mN m-1, with Huh-Mason correction of 0.1 and finally free fatty acid percentage of 0.12% (equivalent to acid value of 0.26 mg KOH g-1).
PDF Abstract XML References Citation
How to cite this article
A.N. Alkabbashi, Md Z. Alam, M.E.S. Mirghani and A.M.A. Al-Fusaiel, 2009. Biodiesel Production from Crude Palm Oil by Transesterification Process. Journal of Applied Sciences, 9: 3166-3170.
DOI: 10.3923/jas.2009.3166.3170
URL: https://scialert.net/abstract/?doi=jas.2009.3166.3170
DOI: 10.3923/jas.2009.3166.3170
URL: https://scialert.net/abstract/?doi=jas.2009.3166.3170
INTRODUCTION
Biodiesel is the mono-alkyl esters of long-chain fatty acids derived from vegetable oils (palm oil, rapeseed, soybean, etc.) as well as animal fats. Biodiesel synthesized from the triglycerides in vegetable oils by transesterification reaction with alcohol. In this reaction, the oil reacts with an alcohol in a number of consecutive, reversible steps to form esters and glycerol (Schumacher et al., 2004). As a source of energy, biodiesel had shown quite a promise remark by its prosperities that are similar and sometimes exceeding the conventional types of fuels available in the market nowadays. Generally, biodiesel has a higher density, viscosity, cloud point and octane number and a lower volatility and heating value compared to commercial grades of diesel fuel. Biodiesel can be used neat or blended in existing diesel engines without significant modifications to the engine (Choo et al., 2002). In 2005, Malaysia and Indonesia produced nearly 80% of 35 million tones total world production of palm oil (Fig. 1), this had created an attention towards to the specific Palm Oil Biodiesel (POB) and biodiesel in general and makes considered measures to make POB the center of biofuel research not only in Malaysia which has already begun preparations to change from diesel to bio-fuels by 2008 (at least 5% palm oil should be a component of the diesel sold in) but also in other many countries. Attraction for more POB is evolving and even though the current production of biodiesel from palm oil is insignificant (1% total production) comparing to the majority of biodiesel produced worldwide from rapeseed oil (84% total production), POB remains the most attractive candidate due to the high yield of palm tree and other advantages in economy and energy generation (Beckman, 2007).
This project handled a certain type of palm oil source that can be synthesized into the targeted biodiesel. This biodiesel’s source is: Crude Palm Oil (CPO). Crude Palm Oil is the basic raw oil product which obtained through the extraction process of the palm.
 | |
| Fig. 1: | Map of the largest palm oil producing countries in the World, Zuur (2004) |
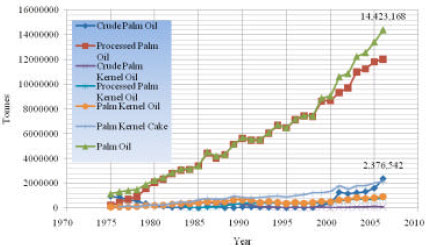 | |
| Fig. 2: | Annul export of oil palm products: 1975-2006 |
CPO usually contains a number of undesirable compounds that are removed in the refining process in which other useful products can be redefined such as biogas, biodiesel and other specific industrial materials. CPO’s treatment into a good quality biodiesel can take many shapes (using pure chemically-based materials, biocatalysts such as potassium-oxide and sodium-oxide or even microorganisms such as Pseudomonas fluorescens) but the main factor is the transesterification reaction to get the targeted compound in the biodiesel product; the methyl ester.
Crude Palm Oil (CPO): Based on few criteria, palm oil is the most potential vegetable oil which can be used as raw material to manufacture biodiesel and on the other hand the usage of CPO consider to be the most wanted palm oil products for its cheap price and readiness for downstream processing (Fig. 2). Crude palm oil is meant to anticipate oversupply. In the year of 2005, oversupply of CPO in Malaysia reached 0.40 million tons. It is estimated that this amount will keep rising reaching 1.3 million tons in 2010. The data of 2007 shows that from about 3 million hectares of palm tree plantations, 6.7 million tons of CPO is produced. Besides that, if the fuel subsidy is no more available, PAME (Palm Oil Methyl Ester-Processed CPO which can be used as 100% biodiesel or a blend with other fuels) can be able to substitute diesel (Akor et al., 1983).
MATERIELS AND METHODS
Essential elements
Reactants: Methanol, Crude Palm Oil (CPO). Catalyst: Alkali Catalysts (i.e., NaOH, KOH).
Products: Methyl Ester.
Raw materials ordering: The CPO was delivered from Golden Hope palm farms and laboratories. Golden Hope (Kuala Lumpur, Malaysia). The order includes 10 L of crude palm oil and we had to pay a visit to Golden Hope for collecting the order.
Catalyst screening: Sodium hydroxide (NaOH) and potassium hydroxide (KOH) were the two options and both where mentioned with no much significant difference in the transesterification literature review. A preliminary test was made to make sure which can be used and the test was made as normal experiment for run No. 6 by keeping all conditions fixed except for the catalyst type. Both experiments were carried with same procedures and same amount of catalysts. After completing the runs and collecting the results, two observations were made; first, KOH is more soluble than NaOH and in most case just need manual shaking to dissolve into methanol. Second, the NaOH run went off unlike the KOH run that produce successful transesterification process, this could be due to the level of dissolved catalyst in the methanol.
The experimental procedures: The CPO stock (10 L divided into two containers) was preheated using hot-bath with a fixed temperature (between 60-80°C) until the CPO contents were in a semi-transparent, dark brown, viscosed liquid form, the contents after that was mixed homogonously. After that, the oil was distributed into smaller containers with suitable size (500 mL conical flask. The CPO was stored at 4°C. The alkali catalyst-methanol solution was prepared with the certain concentrations required by the specific run and then the fixed amount of heated CPO was added to the contents. The solution then was mixed with the desired temperature and agitation speed to start the transesterification reaction inside the incubator shaker (Infors HT, Ecotron). After the specific duration of the reaction finished, heating and agitation were stopped and the reaction’s product was allow to settle over night (for ensuring result it can be left for 2 days). The reaction’s result was two distinct liquid phases; the first was the Palm Oil Methyl Ester (POME) or the biodiesel on the top and the second was the denser phase of glycerol. Methyl ester phase was apply to a separation process (for better results the methyl ester was pipette from the top) and showered by cold or warm deionized water several times until becomes clean. Excess methanol and water in methyl ester was removed by an evaporation process under atmospheric pressure conditions. Finally, the dried biodiesel was weighted for yield calculations and the ester contents were analyzed for evaluation of product purity.
Biodiesel separation and washing: After obtaining the biodiesel phase, methyl ester was washed with hot water for several times until the residual catalyst is finally off the solution. A small quantity of hot water was used in each stage washing and normally two and three washings is sufficient to clean up esters. Finally, the methyl ester was evaporated before store. The resulted methyl ester was dried and invacuum in an oil bath (110°C in 25 mmHg for 1 h). Transesterification reaction experimental design was carried using the Response of Surface Methodology (RSM). The response surface analysis showed that time and temperature had significant effects on the yield of ethyl ester and the catalyst level had a modest effect. Similarly, a study was conducted using Response Surface Methodology (RSM) in combination with principal-component analysis methods for optimizing the enzymatic transesterification of rapeseed oil methyl esters (Shieh et al., 2003). As stated earlier 5 components of process conditions which are reaction time, agitation speed, molar ratio of alcohol, -to-oil-methanol: CPO (w/w) and dosage of alkali catalyst (potassium hydroxide) will be tested within a certain range divided into 5 values; so the design will be hold with 5 factors-5 levels category which consists of 32 runs implemented in random order including 6 replicates of center point. One replication was held and methyl ester yield was measured. Data will be analyzed using the statistical analysis system and fitted to a second order polynomial equation to optimize the condition of extraction.
RESULTS AND DISCUSSION
Physical observation: The physical observation consists of 4 criteria for 4 stages of process; the criteria are: formation of layers, layers color, layers odor and layers appearance and the stages to be observed are: CPO at Room Temperature (RT), CPO after heating, successful run in separatory funnel. After the screening analysis, the choice of the catalyst for POME production was KOH and methanol was been chosen beside ethanol and other alcohol solvent for its cheaper price and the better yield of methyl ester which is close to the better yield of I-butanol for transesterification of palm oil (Lara and Park, 2004). The five factors that we considered in the experimental design have been coded by the Design Expert software as shown in Table 1. The results obtained was similar to that obtained by some authors as Adam 1983 for his investigation in soybean as a diesel, Benjumea et al., 2008 for his investigations for basic properties of palm oil biodiesel-diesel blends and Barnwal, 2005 for finding the prospects of Biodiesel production from vegetable oils in India (Adams et al., 1983; Benjumea et al., 2008; Barnwal and Sharma, 2005).
Statistical analysis of biodiesel yield: After finishing the runs, recording the data of the yield and implement them as the responses to measure and optimize in the software, we got our fitting of data summary to be suiting best the quadratic sum of squares with F-value equals to 264.16 as shown in Table 2.
The summary of the statically fitting is also supporting the model with the R2 value closest to unity (Table 3).
For that the polynomial regression of the quadratic model generated by the optimization software we obtained the following Fig. 3.
 | |
| Fig. 3: | Regression of quadratic model |
| Table 1: | Process parameters of transesterification with 5 levels |
 | |
| Table 2: | Sequential model sum of squares |
 | |
 | |
| Fig. 4: | The Response surface described by the model equation to estimate the actual yield production of POME over Independent variables of molar ratio of methanol: CPO (m/m) and dosage of KOH (wt%) |
| Table 3: | Model summary statistics |
 | |
| *Note: PRESS = Predicted Residual Error Sum of Squares | |
| Table 4: | The optimum run No. 22 with actual and theory yield |
 | |
| *:Standard Conditions for temperature and pressure, **:Huh-mason correction | |
The yield response surface plot: After running the data for the experimental yield, the three plot surface and three dimensional contour surface plots were obtained from the design expert software. The three dimensional plot is actually the response of the yield which is dependent on the independent value that consists of the parameters like reaction temperature, reaction time, agitation speed, molar ration of methanol-to-CPO and KOH (catalyst) dosage. The actual yield response is generated by considering the dependent variables, the actual yield and two independent variables as seen in Fig. 4.
The optimization analysis showed that run No. 22 gives the best theoretical yield with 93.573% and actual yield which is also the best yield that was obtained is 92.928% as shown in Table 4. The methyl ester combination of POME was tested by GC-MSD and data are shown in Table 4.
CONCLUSION
The proposed materials and methods in this project are believed to fulfill the objective for using crude palm oil-CPO, as a raw material to produce biodiesel. The methods adapted by the project had proven to be beneficial for direct and effective bioconversion of CPO which is going to minimize the cost of processing such a material and is going to open new ways for utilize the large scale of this crude oil especially in Malaysia which consider the number one producer and exporter of CPO and palm oil worldwide. The optimization study consists of 32 runs with one run to be the optimum (run No. 22). The process conditions enhanced the biodiesel production and thus achieved the best possible yield which was 93.6% of crude oil conversion. Optimal values of the process parameters for achieving maximum conversion of triglycerides to ester depend on chemical and physical properties of feedstock oils; specifically, the ones that had been studied in this project and proved relative relation which are reaction temperature (60°C), reaction time (60 min), agitation speed (250 rpm) and dosage of KOH (1.4 wt%).
REFERENCES
- Shieh, C.J., H.F. Liao and C.C. Lee, 2003. Optimization of lipase-catalyzed biodiesel by response surface methodology. Bioresour. Technol., 88: 103-106.
CrossRefDirect Link - Lara, V.P. and E.Y. Park, 2004. Potential application of waste activated bleaching earth on the production of fatty acid alkyl esters using Candida cylindrea lipase in organic solvent system. Enzyme Microbial Technol., 34: 270-277.
CrossRef - Adams, C., J.F. Peters, R.J. Rand, B.J. Schroer and M.C. Ziemke, 1983. Investigation of soybean oil as a diesel fuel extender: Endurance tests II. J. Am. Oil Chem. Soc., 60: 1574-1579.
CrossRefDirect Link - Benjumea, P.N., J.R. Agudelo and A.F. Agudelo, 2008. Basic properties of palm oil biodiesel-diesel blends. Fuel, 87: 2069-2075.
CrossRefDirect Link - Barnwal, B.K. and M.P. Sharma, 2005. Prospects of Biodiesel production from vegetable oils in India. Renewable Sustainable Energy Rev., 9: 363-378.
CrossRefDirect Link